1089 PLC 非法警报号码
PLC 要求的报警号超出设定范围。
[ 代码]
XXYYYY
XX: 请求的报警级别
EA-> 报警A 扩展或报警A 扩展2 请求
YYYY : 请求16 位制的报警数
[ 采取的措施]
咨询机床制造者。
1092 PLC backup data file write
试图向PLC 备份文件中备份数据时失败。
[ 索引]
无
[ 字符串]
无
[ 代码]
XXXXYYYY:
XXXX: 备份处理的错误状态
YYYY: 备份周期编号
1097 安全速度监视异常
安全速度监视器中发生错误。
[ 索引]
无
[ 字符串]
无
[ 代码]
XY:
1Y: 如果NC 正在对与Y-th 防护连接的轴进行监视,相应的Y-th 错误信号就不会符合NC 侧的信号。
2: 如果没有接收到信号,就表示PRODUCTION、SETTING 或TEST 模式的状态。
3: 如果没有接收到信号,就表示PRODUCTION、SETTING 或TEST 模式处于第2 速度减速模式 ( 外部轴)。
[ 采取的措施]
1Y: 检查或更换安全速度监视器 ( 检查防护信号的接线)。
2: 检查面板上速度控制模式开关是否破损,或检查PLC 程序 ( 查看是否未接收到来自PLC 的速度控制模式信号)
3: 检查面板上速度控制模式开关是否破损,或检查PLC 程序。
1098 MCS 操作准备关
1101 Blue Screen
发生蓝屏 ( 程序停止错误)。
[ 索引]
无
[ 字符串]
无
[ 代码]
无
[ 可能的故障位置]
1) Win32 应用程序故障
2) Windows 故障
3) Windows 驱动器故障
1103 警报服务内部错误
发生警报服务内部错误
[ 索引]
无
[ 字符串]
ALMS
[ 代码]
警报服务内部错误代码
[ 可能的故障位置]
1) NC 软件故障
1104 DeviceNet 从属空闲模式
装置网络从属工位变成空闲状态。
[ 索引]
无
[ 字符串]
CH* SC$
*: 发生错误的通道号
$: 序列计数器
[ 代码]
XXYYZZZZ
XX: 发生错误的从属工位的MacID
YY: 从属工位XX 错误状态
0x00: 从属工位正常或不存在
0x46: 复制MacID 错误
0x48: 装置停止通信。
0x49: 装置ID 信息与扫描列表中的数值不兼容。
0x4D: 数据大小不同于设定的数值。
0x4E: 连接时装置无响应
0x4F: 网络中没有其他的装置。
0x50: 装置处于闲置模式。
0x53: 连接检查中接收到错误。
0x54: 连接检查中发生响应超时
0x56: 装置尚未进入闲置模式
0x5B: 总线关闭
0x5C: 网络电源切断
( 如果错误不是像通信延时那样由从属工位引发, XXYY 就会变成0xFFFF。)
ZZZZ: 扫描仪错误状态
位0: 存储器检查错误 ( 存储器初始化时)
位1: 扫描一览表初始化错误
位2: 扫描一览表不匹配错误 (MacID)
位3: 扫描一览表不匹配错误 ( 输入数据)
位4: 扫描一览表不匹配错误 ( 输出数据)
位5: 复制MacID 错误
位6: 网络电源状态错误
位7: 存储器奇偶错误
位8: 输入数据接收错误 ( 单)
位9: 输入数据接收错误 ( 双)
位10: 输出数据传输错误 ( 单)
位11: 输出数据传输错误 ( 双)
位12: 从属工位通信延时错误 ( 单)
位13: 从属工位通信延时错误 ( 双)
位14: 总线关闭
位15: 诊断信息存取判优错误
[ 可能的故障位置]
硬件故障
软件故障
1105 DTL 错误
发生DTL 错误
[ 索引]
无
[ 字符串]
无
[ 代码]
无
[ 可能的故障位置]
1) 软件故障
1106 FL- 网络初始错误
FL- 网初始化时发生错误
[ 索引]
无
[ 字符串]
无
[ 代码]
无
[ 可能的故障位置]
1) FL- 网通信参数错误。
[ 采取的措施]
起动FL- 网监视器刀具并检查初始参数数据。
然后在重新起动FL- 网前设定正确的通信参数。
1107 FL- 非法网络
起动FL- 网卡过程中发生错误。
[ 索引]
无
[ 字符串]
无
[ 代码]
Y000XXX
Y:
0
XXXX:
7F00: 系统错误
7F01: 闪存错误
7F02: DRAM 测试错误
7F03: NICE 测试错误
7F04: EEPROM 或检查错误
7F05: CPU BUS 错误
7F06: 不合法说明
1
XXXX:
0004: 发生超时错误4 秒或更长
2:
XXXX: 一般内存繁忙计数
3:
XXXX: 节点状态
位3: 重新发现一般内存位地址
位4: 重新发现一般内存字地址
位6: 监视器超时错误
位7: 重新发现节点号
[ 可能的故障位置]
1) FL- 网卡错误
1108 检测非应答软件
发现无回应软件。
[ 索引]
无
[ 字符串]
无
[ 代码]
这是无应答软件的名称。
4E484D49:NHMI-> NC-HMI
4D41434D:MACM-> MACMAN
414E494D:ANIM-> SIMULATION
414C4D4E:ALMN-> ALARM MONITOR
5348544D:SHTM-> SHUT DOWN MONITOR
4E435741:NCWA-> NC WATCHER
5646554E:VFUN-> VERTICALLY-ARRANGED FUNCTION KEY
45425657:EBVW-> EASY OPERATION SCREEN
4542574E:EBWN-> EASY OPERATION SCREEN
57475549:WGUI-> COLLISION AVOID SYSTEM
57494E47:WING-> COLLISION AVOID SYSTEM
49474641:IGFA-> ADVANCED ONE TOUCH IGF
50524F54:PROT-> ADVANCED ONE TOUCH IGF
54454454:TEDT-> TOOL DATA EDIT
4558544E:EXTN-> EXTENDED OPERATION AREA
[ 可能的故障位置]
1) NC 软件故障
1109 CAS 运行时出错
虚拟机床受控于CAS 软件。CAS 工作时发生的错误。在这种状态下,不能进行干涉检测或型号显示。
[ 索引]
无
[ 字符串]
无
[ 代码]
表示从CAS 软件返回的数值。
[ 可能的故障位置]
3D 模型数据可能异常或损坏。
[ 采取的措施]
如果该报警发生,就通过复位NC 排除报警。这样做就能够在按住INTERLOCK RELEASE 按钮时使用脉冲手轮进给轴。
可是,干涉检测功能仍会无效。要使干涉检测功能生效,就得再次接通电源。如果错误现象不消失,请与Okuma 服务中心
联系。
1110 PLC 控制错误
PLC 控制中已经发生了错误。
[ 索引]
无
[ 字符串]
无
[ 代码]
XXXXYYYY
XXXX: PLC 控制的状态
YYYY: PLC 控制的错误代码
[ 可能的故障位置]
PLC 软件故障
1111 关机以避免损坏
传感器输出的数据将显示可能会对机床产生负面影响的范围。将操作电源切断以保护机床免受潜在危险的破坏。
[ 索引]
无
[ 字符串]
无
[ 代码]
用于识别传感器号的代码
20101: CPU 温度
[ 可能的故障位置]
面板计算机的冷却单元故障
1112 检测到不工作的器械
检测到不起作用或功能减弱的设备。然而,设备的详细信息未被确定。
[ 索引]
无
[ 字符串]
无
[ 代码]
用于识别不起作用的仪器号
1113 MCS Parameter learning error
相位和振幅补偿参数的学习功能发生异常。
[ 索引]
系统
[ 代码]
1-> 主轴旋转时执行G266。
2-> 参数学习中断。
3-> 参数学习结果不正确。
XYYYYYYY
X
1-> 加工
YYYYYYY
0000001-> 主轴旋转时执行G592。
0000002-> 参数学习中断。
0000003-> 参数学习结果不正确。
[ 可能的故障位置]
程序错误或MDI 发出的指令错误
MCS 控制器故障
1114 MCS Inertia identification error
主轴惯量识别功能发生异常。
[ 索引]
无
[ 代码]
1-> 主轴旋转时执行
2-> 发生函数时执行
3-> 超时
4-> 惯量识别中断
5-> 识别值异常
[ 可能的故障位置]
MCS 控制器故障
1120 Overload detected.
通用过载检测规格时,检测到外部电机1 ~ 8 过载。
[ 索引]
带2 个平行主轴的机床:机床系统
其它机床:无
[ 字符串]
参考通用过载检测画面1 ~ 8。
[ 代码]
1 ~ 8: 外部电机1 ~ 8
[ 可能的故障位置]
外部电机1 ~ 8
1121 PSC Optical scale encoder error
光学尺位置编码器中检测到错误。
[ 字符串]
无
[ 代码]
XXYYZZ
XX: J 型位置编码器值与光学尺位置编码器值之间的过大差
位1: 负向信号过多
位0: 正向信号过多
YY: 光学尺脉冲计数值
位0: A/B- 相位脉冲同时更改
ZZ: 光学尺信号振幅异常
位1: B- 相位振幅异常
位0: A- 相位振幅异常
[ 可能的故障位置]
1) 光学尺故障
2) 光学尺电缆故障
[ 采取的措施]
1) 更换光学尺。
2) 更换光学尺电缆。
1122 Safety controller error
安全控制器检测到错误。
[ 索引]
无
[ 字符串]
无
[ 代码]
1-> 机床控制电源异常
2-> 轴电源装置异常
3-> 安全速度监视异常
4-> 操作模式异常
5-> 启动开关异常
8-> 刀具夹紧装置状态异常
9-> 工件夹紧装置状态异常
A-> 安全协议异常
B-> 电机电磁铁异常
C-> 紧急停止按钮异常
D-> 紧急停止输出异常
E-> 前门机械锁定开关异常
F-> 第2 前门机械锁定开关异常
10-> 操作门机械锁定开关异常
11-> 主轴箱盖板机械锁定开关异常
12-> 门关闭输出故障
13-> MG 门1 机械锁定异常
14-> MG 门2 机械锁定异常
15-> 第2 MG 门1 机械锁定异常
16-> 安全栅机械锁定异常
17-> 前门橡胶开关异常
18-> 机床控制电源的输入信号失效控制故障检测异常
19-> 悬臂限位开关异常
1A-> 第2 门关闭输出故障
1B-> 第2 操作模式异常
1C-> 梯形杆限位开关异常
[ 可能的故障位置]
代码指示的开关
安全控制器
1123 Safety speed monitor error
安全速度监视期间发生错误。
[ 索引]
无
[ 字符串]
无
[ 代码]
0x61XX0000-> 超速限制
XX-> 相应轴的轴ID
0x62XX00YY-> 参数设定错误
XX-> 相应轴的轴ID
YY-> 安全速度监视器指定的错误信息
位8 -> 格式识别符错误
位7 -> 编码器类型错误
位6 -> 轴装置/ 轴类型错误
位5 -> 超出环形缓冲区容量
位4 -> 低估监视位移。
位3 -> 高估监视速度。
位2 -> 高估监视的最大速度。
0x63XX0000-> 机床操作模式错误
XX-> 相应轴的轴ID
0x64XXYYYY-> 安全位置帧诊断错误( 编码器轴)
XX-> 相应轴的轴ID
YYYY-> 从安全速度监视开始指定的错误信息
位11-> 更新检查错误
位10-> CRC 错误
位9 -> 安全标准CRC 错误
位4 -> 编码器错误( 励磁停止检测)
位3 -> 编码器错误(CPU 错误)
位2 -> 编码器错误( 脉冲计数错误)
位1 -> 编码器错误( 调制码模式错误)
位0 -> 传输源地址(SA) 或传输目的地地址(DA) 错误
0x65XXYYYY-> 安全位置帧诊断错误( 磁性编码器/PG 轴)
XX-> 相应轴的轴ID
YYYY-> 从安全速度监视开始指定的错误信息
位7 -> 计数器1 和2 之间计算的当前速度不同。
位4 -> CRC 错误
位3 -> 更新检查2 错误
位2 -> 更新检查1 错误
位1 -> 计数器2 脉冲输入错误
位0 -> 计数器1 脉冲输入错误
[ 可能的故障位置]
安全速度监视
安全速度监视的数据文件
1125 外部ThiNC 报警
THiNC 报警规格时, THiNC 报警信号有效。
[ 索引]
无
[ 字符串]
参考THiNC 报警参数设定画面。
[ 代码]
无
[ 可能的故障位置]
根据报警字符串确定。
1126 检测到CIO 异常
[ 索引]
无
[ 代码]
XXXXYYYY: 错误状态
XXXX: 错误信息
YYYY: 错误状态
错误信息是有关错误状态的详细信息
先确认错误状态,然后根据错误位来查找错误信息
YYYY ( 位15-0): 错误状态
位15-9: 未定义
位8: 监视器超时
位7: 总线检查错误
位6: 输入不符 ( 连接器X1、X3)
位5: 输入不符 ( 连接器X5、X7)
位4: 输出监视器ON 错误 ( 连接器X2、X4)
位3: 输出监视器ON 错误 ( 连接器X6、X8)
位2: 过电流检测 ( 连接器X1-X8)
位1: 输出监视器OFF 错误 ( 连接器X2、X4)
位0: 输出监视器OFF 错误 ( 连接器X6、X8)
如果有多个位为ON,则较高的位仅与错误信息有关
XXXX ( 位31-16): 错误信息
YYYY: 位6=ON (X1 或X3 输入不符)
位31-24: X3 错误信息
位23-16: X1 错误信息
YYYY: 位5=ON (X5 或X7 输入不符)
位31-24: X7 错误信息
位23-16: X5 错误信息
YYYY: 位4=ON 或位1=ON (X2 或X4 输出监视器错误)
位31-24: X4 错误信息
位23-16: X2 错误信息
YYYY: 位3=ON 或位0=ON (X6 或X8 输出监视器错误)
位31-24: X8 错误信息
位23-16: X6 错误信息
YYYY: 位2=ON (X1-X8 过电流)
位31-24: 0 ( 固定)
位23 : X7
位22 : X8
位21 : X5
位20 : X6
位19 : X3
位18 : X4
位17 : X1
位16 : X2
YYYY: 位7=ON 或位8=ON
CIO 装置故障
[ 字符串]
ID 的后缀编号是检测到错误的从站的地址
0: MPIF
40: MF-SAFETY
8c: CIO, MACID 70, 符号S570
90: CIO, MACID 72, 符号S572
94: CIO, MACID 74, 符号S574
98: CIO, MACID 76, 符号S576
9c: CIO, MACID 78, 符号S578
a0: CIO, MACID 80, 符号S580
a4: CIO, MACID 82, 符号S582
a8: CIO, MACID 84, 符号S584
ac: CIO, MACID 86, 符号S586
b0: CIO, MACID 88, 符号S588
b4: CIO, MACID 90, 符号S590
b8: CIO, MACID 92, 符号S592
bc: CIO, MACID 94, 符号S594
[ 可能的故障位置]
1. 输入/ 输出线路
2. 连接至CIO 装置的输入/ 输出设备
3. 电源装置或电压电平
如果在检查以上各点后仍发生此错误,说明CIO 装置可能存在故障
1127 I/O module in MF Unit detected error
MF 装置中的I/O 模块检测到错误
[ 目标]
无
[ 字符串]
无
[ 代码]
0x41X000YY-> 检测到错误。
X-> 槽号
YY->I/O 模块的错误状态
位7-> 输出电路中的过电流保护激活。
位6-> 输入电路中的过电流保护激活。
0xCxxxxxxx-> 同0x4xxxxxxx。
[ 可能的故障位置]
连接至MF 装置中的I/O 模块的输入/ 输出设备
MF 装置I/O 模块与输入/ 输出设备之间的线路 ( 接地故障、下沉等)
EC 电源
MF 装置中的I/O 模块
1132 VDU communication error
与VDU ( 加速传感器装置) 的通信发生异常。
[ 索引]
轴
[ 字符串]
提供(VFA)
[ 代码]
XXYYZZZZ
XX = FF [HEX] 固定
YY = 00 [HEX] 固定
ZZZZ = 错误检测时的E 链接错误状态
位15 ~ 13: 未定义
位12 =1: 在AT 模式中, VDU 通信错误。
位11 =1: 在MT 模式中, VDU 通信错误。
位10 =1: AT 模式发送环错误
位9 = 1: 接收IF 部分中的数据量超出错误
位8: 未定义
位7: 未定义
位6 = 1: 调制代码错误
位5 = 1: CRC 错误
位4 = 1: 格式错误
位3 = 1: 双发送错误
位2 = 1: 双接收错误
位1 = 1: 调制代码错误
位0 = 1: 超时错误
[ 可能的故障位置]
1) VDU
2) 编码器链接电缆
3) VFA 装置
1133 VDU error
不能检测VDU ( 加速传感器装置)。
[ 索引]
轴
[ 字符串]
提供(VFA)
[ 代码]
XXYYZZZZ
XX = VDU 状态
位7 = 1: 错误位 (1 错误)
位6 = 1: 空位
位5 = 1: 最新的Y 轴加速溢出
位4 = 1: 最新的X 轴加速溢出
位3 = 1: 空位
位2 = 1: 通信错误 ( 错误检测时发生)
位1 = 1: 上次的Y 轴加速溢出
位0 = 1: 上次的X 轴加速溢出
YY = VDU 报警代码
01: 停机指令停止
02: 控制参数异常
07: 用户参数校验和错误
0E: 同步错误
15: X 轴加速传感器信号异常
16: Y 轴加速传感器信号异常
17: X、Y 轴加速传感器信号异常
ZZZZ = 0 固定
[ 可能的故障位置]
1) VDU
1134 VDU initialize failed
发生VDU ( 加速传感器装置) 初始化异常。
[ 索引]
轴
[ 字符串]
提供(VFA)
[ 代码]
XXYYZZZZ
XX = 错误检测时的初始化顺序号
0: 复位
1: 网址设定
2: 通信基本信息要求
3: 通信版本的变更
4: 获得设备数据
5: 参数的变更
6: AT 模式启动
YY = 异常内容
0: 通信错误
1: 发送开始超时
2: 发送完成超时
3: 接收完成超时
4: 响应地址异常
5: 响应代码错误
6: 参数异常
ZZZZ = 数据
YY = 0 时
错误检测时的E 链接错误状态
YY = 1、2 或3
发送帧数据
YY = 4 时
响应设备的网址
YY = 5 时
接收帧数据
YY = 6 时
表示异常检测参数号
1: 接收参数数量不足。
2: 通信基本信息不匹配。
4: 通信协议版本不匹配。
[ 可能的故障位置]
1) VDU
2) 编码器链接电缆
3) VFA 装置
1135 MCS DD 编码器通信异常
编码器链接通信时发生错误。
[ 索引]
轴名称或无( 主轴)
[ 字符串]
无
[ 代码]
XXYYZZZZ
XX=$FF:固定
YY=$00: 检测到DD 编码器错误。
$01:检测到DD 编码器( 从传感器) 错误。
ZZZZ= 错误检测时的编码器链接状态
位15: 未定义
位14: 未定义
位13: DD 编码器( 从传感器) 的通信错误
位12: DD 编码器的通信错误
位11: MT 缓冲区错误
位10: AT 模式传输环路错误
位9: 接收IF 部分的数据溢出错误
位8: 未定义
位7: 未定义
位6: 调制代码错误
位5: CRC 错误
位4: 格式错误
位3: 双向传输错误
位2: 双向接收错误
位1: 奇偶校验错误
位0: 超时错误# 仅在ICB-H 时发生此报警。
[ 可能的故障位置]
– 相关轴的DD 编码器或DD 编码器( 从传感器)
– 编码器链接电缆或连接器
– 变频器装置控制板
1136 MCS DD 编码器异常
DD 编码器无法进行检测。
[ 索引]
轴名称或无( 主轴)
[ 字符串]
无
[ 代码]
XXYYZZZZ
XX= 位置检测数据状态
位7: 错误位( 设定为1 时错误)
位6: 绝对位置传感器间隙警告(0: 正常, 1: 报警)
位5: 间距警告(“1” 时间距小;触发时间距大)
位4: 倾斜警告(“1” 时反转方向上倾斜较大;触发时正转方向上倾斜较大)
位3: 自动设定模式ON。 (0: 正常, 1: 自动设定模式)
位2: 通信错误( 每次错误检测时触发)
位1、0: 用2 位表示绝对位置代码的错误位数
YY= 报警代码
01:停止指令停止时
02:控制参数错误
04:绝对化错误
05:初始化速度错误
08:自动设定数据错误
0D: 速度过大
0E: 同步错误
20:绝对位置不一致( 仅格式5)
21:主通信错误( 仅格式5)
3E: 绝对位置传感器代码错误
3F: 绝对位置代码检查错误
40:正侧倾斜错误
41:负侧倾斜错误
42:间距小
43:间距大
ZZZZ=0000 固定
[ 可能的故障位置]
DD 编码器的传感器装置本体故障、传感器装置附近区域磁化,
或传感器装置周围温度异常升高。
1137 MCS DD 编码器( 从传感器) 异常
DD 编码器( 从传感器) 无法进行检测。
[ 索引]
轴名称或无( 主轴)
[ 字符串]
无
[ 代码]
XXYYZZZZ
XX= 位置检测数据状态
位7: 错误位( 设定为1 时错误)
位6: 绝对位置传感器间隙警告(0: 正常, 1: 报警)
位5: 间距警告(“1” 时间距小;触发时间距大)
位4: 倾斜警告(“1” 时反转方向上倾斜较大;触发时正转方向上倾斜较大)
位3: 自动设定模式ON。 (0: 正常, 1: 自动设定模式)
位2: 通信错误( 每次错误检测时触发)
位1、0: 用2 位表示绝对位置代码的错误位数
YY= 报警代码
01:停止指令停止时
02:控制参数错误
04:绝对化错误
05:初始化速度错误
08:自动设定数据错误
0D: 速度过大
0E: 同步错误
20:绝对位置不一致( 仅格式5)
21:主通信错误( 仅格式5)
3E: 绝对位置传感器代码错误
3F: 绝对位置代码检查错误
40:正侧倾斜错误
41:负侧倾斜错误
42:间距小
43:间距大
ZZZZ=0000 固定
[ 可能的故障位置]
DD 编码器( 从传感器) 的传感器装置本体故障、传感器装置附近区域磁化,
或传感器装置周围温度异常升高。
1138 MCS DD 编码器初始化失败
DD 编码器初始化时发生错误。
[ 索引]
轴名称或无( 主轴)
[ 字符串]
无
[ 代码]
XXYYZZZZ
XX= 错误检测时的编码器链接初始化顺序号(1B)
0:复位
1:网址设定
2:请求发送通信的基本信息
3:通信版本改变
4:获取设备信息
5:改变参数
6:位置检测起动
7:AT 模式起动
YY= 错误内容(1B)
0:通信错误
1:传输开始时间超时
2:传输结束时间超时
3:接收结束时间超时
4:响应地址异常
5:响应代码异常
6:参数错误
ZZZZ= 数据(2B)
如果YY=0
错误检测时的编码器链接状态C2ERR
如果YY=1、2、3
传输的帧信息QC2MTINF
如果YY=4
响应设备的网址
如果YY=5
报警代码+ 位置检测数据状态
报警代码
01:停止指令停止时
02:控制参数错误
04:绝对化错误
05:初始化速度错误
08:自动设定数据错误
0D: 速度过大
0E: 同步错误
20:绝对位置不一致( 仅格式5)
21:主通信错误( 仅格式5)
3E: 绝对位置传感器代码错误
3F: 绝对位置代码检查错误
40:正侧倾斜错误
41:负侧倾斜错误
42:间距小
43:间距大
位置检测数据状态
位7: 错误位( 设定为1 时错误)
位6: 绝对位置传感器间隙警告(0: 正常, 1: 报警)
位5: 间距警告(“1” 时间距小;触发时间距大)
位4: 倾斜警告(“1” 时反转方向上倾斜较大;
触发时正转方向上倾斜较大)
位3: 自动设定模式ON。 (0: 正常, 1: 自动设定模式)
位2: 通信错误( 每次错误检测时触发)
位1、0: 用2 位表示绝对位置代码的错误位数
如果YY=6
表示被检测到有误的参数号。
1:接收的参数数目不足
2:通信的基本信息不兼容
3:多回转检测范围不匹配
4:通信协议版本不兼容
5:位置数据格式不兼容
6:简写数据模式不兼容
[ 可能的故障位置]
-DD 编码器
– 编码器链接电缆或连接器
– 变频器装置控制板
1139 MCS DD 编码器( 从传感器) 初始化失败
DD 编码器( 从传感器) 初始化时发生错误。
[ 索引]
轴名称或无( 主轴)
[ 字符串]
无
[ 代码]
XXYYZZZZ
XX= 错误检测时的编码器链接初始化顺序号(1B)
0:复位
1:网址设定
2:请求发送通信的基本信息
3:通信版本改变
4:获取设备信息
5:改变参数
6:位置检测起动
7:AT 模式起动
YY= 错误内容(1B)
0:通信错误
1:传输开始时间超时
2:传输结束时间超时
3:接收结束时间超时
4:响应地址异常
5:响应代码异常
6:参数错误
ZZZZ= 数据(2B)
如果YY=0
错误检测时的编码器链接状态
C2ERR
如果YY=1、2、3
传输的帧信息QC2MTINF
如果YY=4
响应设备的网址
如果YY=5
报警代码+ 位置检测数据状态
报警代码
01:停止指令停止时
02:控制参数错误
04:绝对化错误
05:初始化速度错误
08:自动设定数据错误
0D: 速度过大
0E: 同步错误
20:绝对位置不一致( 仅格式5)
21:主通信错误( 仅格式5)
3E: 绝对位置传感器代码错误
3F: 绝对位置代码检查错误
40:正侧倾斜错误
41:负侧倾斜错误
42:间距小
43:间距大
44 位置检测数据状态
位7: 错误位( 设定为1 时错误)
位6: 绝对位置传感器间隙警告(0: 正常, 1: 报警)
位5: 间距警告(“1” 时间距小;触发时间距大)
位4: 倾斜警告(“1” 时反转方向上倾斜较大;触发时正转方向上倾斜较大)
位3: 自动设定模式ON。 (0: 正常, 1: 自动设定模式)
位2: 通信错误( 每次错误检测时触发)
位1、0: 用2 位表示绝对位置代码的错误位数
如果YY=6
表示被检测到有误的参数号。
1:接收的参数数目不足
2:通信的基本信息不兼容
3:多回转检测范围不匹配
4:通信协议版本不兼容
5:位置数据格式不兼容
6:简写数据模式不兼容
[ 可能的故障位置]
-DD 编码器( 从传感器)
– 编码器链接电缆或连接器
– 变频器装置控制板
1141 数据传输到MFU 错误
[ 索引]
无
[ 代码]
XXYYZZZZ:
XX: 错误原因
01: 在MFU 中检测到的错误。
02: 传输ID 与接收ID 不匹配
03: 传输数据与接收数据不匹配
04: 接收数据CRC 参考错误
05: 即使在160ms 后MFU 也无响应。
YY: 00 [HEX] 固定
ZZZZ: 传输ID
[ 字符串]
如果错误原因为01:通信状态
位15=1:出现错误
位14=1:数据记录格式错误
位13=1:CRC 参考错误
位12-10:未定义
位9=1:数据错误
位8=1:ID 错误
位7-4:未定义
位3=1:MFU 基本软件-> 安全逻辑接收完成
位2=1:MFU 基本软件-> 安全逻辑传输完成
位1=1:SIO 链接驱动器->MFU 基本软件接收完成
位0=1:SIO 链接驱动器->MFU 基本软件传输完成
如果错误原因为02:接收ID
如果错误原因为03:无
如果错误原因为04:CRC(2 字节) 接收的正确CRC(2 字节)
如果错误原因为05:无
[ 可能的故障位置]
MFU 基本软件
安全逻辑
1142 MCS machine diagnostics error
在机床诊断期间发生错误。
[ 索引]
轴名称或无 ( 主轴)
[ 字符串]
无
[ 代码]
XXXXXXXX
1: 轴停止状态已过了1 分钟。
2: 用于定位模式轴。
[ 可能的故障位置]
NC 程序
固件
1143 MCS servo measurement error
在测量伺服特性期间发生错误。
[ 索引]
轴名称或无 ( 主轴)
[ 字符串]
无
[ 代码]
XXXXXXXX
1: 轴停止状态已过了1 分钟。
2: 用于定位模式轴。
[ 可能的故障位置]
NC 程序
固件
1144 MCS Power Supply Unit over load
电源装置负载超过指定值,过载保护( 电子热继电器) 功能激活。
[ 索引]
轴名称或无( 主轴)
[ 字符串]
无
[ 代码]
XXXXXXXX=1( 固定)
[ 可能的故障位置]
运行
条件
切削负载扭矩
电源装置
变频器装置
电机
1145 MCS 驱动装置外部冷却风扇停止
驱动装置外部冷却风扇停止。
[ 索引]
轴名称或无( 主轴)
[ 字符串]
无
[ 代码]
XXXXXXXX=1( 固定)
[ 可能的故障位置]
风扇
风扇电源连接器
1146 tailstock torque over
在简单牵引尾架规格中,所连尾架的Z 轴电机扭矩
超出了系统参数所设定的W 轴扭矩值 ( 试图移动夹住的尾架)。
[ 可能的故障位置]
1) 尾架Z 轴方向的滑动阻力较大。
2) 尾架被夹住。
1147 MCS 驱动装置内部冷却风扇停止
驱动装置内部冷却风扇停止。
[ 索引]
轴名称或无( 主轴)
[ 字符串]
无
[ 代码]
XXXXXXXX=1( 固定)
[ 可能的故障位置]
风扇
风扇电源连接器
1148 MCS 电源装置外部冷却风扇停止
电源装置外部冷却风扇停止。
[ 索引]
轴名称或无( 主轴)
[ 字符串]
无
[ 代码]
XXXXXXXX=1( 固定)
[ 可能的故障位置]
风扇
风扇电源连接器
1149 MCS 电源装置内部冷却风扇停止
电源装置内部冷却风扇停止。
[ 索引]
轴名称或无( 主轴)
[ 字符串]
无
[ 代码]
XXXXXXXX=1( 固定)
[ 可能的故障位置]
风扇
风扇电源连接器
1150 MCS 未登录警告
MCS 引起与轴控制相关错误。
[ 索引]
轴名称或无 ( 主轴)
[ 字符串]
报警数( 十进制)
[ 代码]
报警代码
[ 可能的故障位置]
取决于字符串所指出的数。请把该代码和该字符串通知我们。
1151 MCS 例外处理
在MCS 变频器装置和MCS 软件的执行过程中发生了一个严重的报警。
[ 索引]
轴名称或无( 主轴)
[ 字符串]
检查报警原因
“#1”-> 控制板错误
“#2”-> 控制电源±12V/+24V 异常
“#3”->OPF 错误
“#8”-> 电磁编码器电源异常
“#9”-> 编码器电源异常
“#10”-> 控制电源+3.3V/+1.5V 异常
“#11”-> 控制电源+5V 异常
“#12”-> 门信号异常
“#13”-> 变频器桥路异常
“#14”-> 电机过电流
“#20”->INT6 环路错误。 IR1MAIN 环路错误。
“#21”->INT5 环路错误。 IR2MAIN 环路错误。
“#22”->INT4 环路错误
“#23”->INT3 环路错误
“#24”->INT2 环路错误
“#25”->INT1 环路错误。 IR3MAIN 环路错误。
“#26”-> 访问错误
“#28”-> 奇偶校验错误
“#29”-> 监视器错误
“#30”->IRQ7 中断。 IRQ4 中断。
“#31”->NMI 中断
“#32”-> 通常的非法指令
“#33”-> 槽的非法指令
“#34”->CPU 地址错误
“#35”->DMA 地址错误。 DMAC/DTC 地址错误。
“#36”-> 未定义的俘获指令
“#37”-> 未定义的中断
“#38”->DMAC
“#39”->ITU、 MTU
“#40”->SCI
“#41”->REF、BSC
“#42”->A/D
“#43”-> 保留的系统
“#44”-> 用户中断
“#45”->DTC
“#46”->CMT
“#47”->I/O
“#48”->HUDI
“#50”->POE
“#51”->IIC3
“#52”->BANK
“#53”->DIV
“#54”->WAVEIF
“#55”-> 电源装置(IPM) 异常
[ 代码]
#1 为控制板错误内容。
#1:访问错误
#2:PWM 同步错误
#3:PWM 缓冲区操作错误
#4:控制频率错误
其它代码:电流检测用A/D 转换器偏置错误
#2、#8-#9 和#11 为各电源的电压检测值。
#3 代码表示任选程序文件的错误内容。
#1:识别码“OPF1” 错误
#2:结束码“ED” 错误
#3:和校验错误
#4:板名错误
#10、#12-#14、#20-#21 和#25-#26 为错误状态注册。
#22-#24、#28-#42、#44-#48 和#50-#55 为错误发生时的PC。
[ 可能的故障位置]
#1、#2、#10-#14、#20-#26、#28-#42、#45-#48 或#50-#55 时:
变频器装置
#3 时,
变频器装置
任选程序文件
#8 时:
电磁编码器和电磁编码器电缆
变频器装置
#9 时:
编码器和编码器电缆
变频器装置
#44 时:
用户制动控制器
1152 MCS 处理故障
在自诊断程序中MCS 发现错误。
[ 索引]
轴名称或无 ( 主轴)
[ 字符串]
无
[ 代码]
XXZZAAAA
XX :
04… 自诊断数据有错误。ZZ: 收到的数据
06… 软件同步位或缓冲器A 的格式代码是错误的。
07… 软件同步位或缓冲器B 的格式代码是错误的。
08… 在数据通信中出现错误。
ZZ 表示数据种类。AAAA 总是0。
ZZ :
1… 速度指令 (8408)
2… 激光线性光栅尺值 (4413)
3… 间隙 (4406)
4… 无位置误差补偿的当前位置 (440A)
5… 位置误差补偿量(4403)
6… 全闭环编码器数值 (4410)
7… 半闭环编码器数值 (4411)
C… 相位补偿系数(2457)
D… 振幅补偿系数(2458)
10.. 分割行程中的APA (4404)
11.. 定位加速/ 减速时间 (4422)
12.. 原点偏置量
13.. 就位宽度 (4420)
14.. 最大分割行程 (4405)
15.. 点数据变更
16.. 定位指令格式(1411)
17.. 速度积分元素有效(0431)
18.. 编码器数据(861B)
19.. 速度模式加速单位量(440D)
20.. MCS 侧CON (4419)
21-23.. 使用
24.. 编码器数据(861B)
25.. 保留
26.. 可变空程(0437、2413、4437-443D)
27.. 相位和振幅补偿参数学习功能(2457、2458、2647、2648)
28.. 主轴惯量识别功能(2459、2647、2648、442A)
30.. 通信格式(103A)
31.. 绝对光栅尺或带轴的功能设定位(2428)
32.. 陷波滤波器数据
33.. 定位速度 (441F)
AAAA.. 总是0
[ 可能的故障位置]
. MCS 控制器故障
MCS 数据和NC 数据不匹配
1153 MCS CON·APA 偏差
CON 和APA 的差值已经超过了允许的极限。CON-APC 的偏差是[ 写入MCS 的计算值] 和[ 从MCS 中读取的当前位置] 之间的
差的绝对值。
NC 控制软件检测这个偏差。而通常监测DIFF 的值。如果MCS 引起重大错误而不能监测DIFF 值,则出现报警。
[ 索引]
轴名称
[ 字符串]
无
[ 代码]
十六进制偏移的绝对值( 参考单位)
[ 可能的故障位置]
错误的MCS 控制器
MCS 数据和NC 数据不匹配
1154 MCS 电源单元异常
电源装置引起一个错误。
[ 索引]
轴名称或无( 主轴)
[ 字符串]
无
[ 代码]
AAAAXYZZ
AAAA 始终为0。
X= 报警号
0:直流电压报警
1:交流输入电压报警
2:控制电源异常
3:控制状态异常
4:再生过载
5:散热器过热
6:CPU 错误
7:备用
Y= 电源装置状态
位3:电源装置中发生报警( 警告时为0)
位2:直流电源正在供电
位1:OPRON 输入关闭
位0:PWON 输入关闭
ZZ= 报警数据
X( 报警号)=0 时,使用7F[HEX]=500V 表示直流电压
X( 报警号)=1 时,使用80[HEX]=300V 表示交流电压
X( 报警号)=2 时,
1:+5V 电压异常
2:+12V 电压异常
3:-12V 电压异常
4:+24V 电压异常
X( 报警号)=3 时,
1:电源线过电流
2:电源装置异常
3:转换器桥路短路
4:再生电路异常( 电源再生电路型)
5:再生电路异常( 电阻器放电反馈电路型)
X( 报警号)=4 时,未定义
X( 报警号)=5 时,未定义
X( 报警号)=6 时,未定义
[ 可能的故障位置]
电源电压
运行条件
电源装置
变频器装置
1155 MCS 变频器环异常
转换器链接( 电源装置和变频器装置之间的通信) 发生错误,导致无法监视电源装置的状态。
[ 索引]
轴名称或无( 主轴)
[ 字符串]
无
[ 代码]
XYYYYYZZ
X=0: 通信错误
X=1: 超时错误( 通信中断)
YYYYY=0 固定
ZZ
如果X=0,通信错误状态
如果X=1, 0 固定
[ 可能的故障位置]
转换器链接电缆或连接器
变频器装置控制板
电源装置
1156 MCS 变频器DC 总线电压异常
变频器装置的DC 总线电压异常升高或下降。
[ 索引]
轴名称或无( 主轴)
[ 字符串]
无
[ 代码]
XXXXYYYY
XXXX= 过电压检测值
7FF8[HEX]=500V 时显示
YYYY= 欠电压检测值
7FF8[HEX]=500V 时显示
[ 可能的故障位置]
电源电压
变频器装置
电源装置
1157 MCS 电机过流
检测到变频器装置电机电源线中的电流过大。
[ 索引]
轴名称或无( 主轴)
[ 字符串]
无
[ 代码]
XXXXYYYY
<BL/PREX 时>
XXXX=U 相电流检测值
3FFF[HEX]= 以最大瞬时电流显示
YYYY=W 相电流检测值
3FFF[HEX]= 以最大瞬时电流显示
<VAC 时>
XXXX=U 相电流检测值
AAA[HEX]= 以最大瞬时电流显示
YYYY=W 相电流检测值
AAA[HEX]= 以最大瞬时电流显示
[ 可能的故障位置]
电机绝缘故障
变频器装置
1158 MCS 变频器过热
变频器装置温度异常升高。
[ 索引]
轴名称或无( 主轴)
[ 字符串]
无
[ 代码]
XXXXXXXX=1 固定
[ 可能的故障位置]
运行条件
变频器装置
1159 MCS 变频器过载
变频器载荷已超过规定值,启动过载保护功能。
[ 索引]
轴名称或无( 主轴)
[ 字符串]
无
[ 代码]
XXXXYYYY
XXXX= 用于检测过载的保护曲线的伽玛
YYYY= 过载检测时的累计数据
[ 可能的故障位置]
运行条件
切削负载扭矩
伺服数据文件
变频器装置
1160 MCS 电源电压异常
电源装置的输入电压异常升高或下降。
[ 索引]
轴名称或无( 主轴)
[ 字符串]
无
[ 代码]
XXXXXXXX= 检测到错误时的电压值
以十六进制表示: 01[HEX]=0V
以十六进制表示: 80[HEX]=300V
[ 可能的故障位置]
电源电压
电源电缆的直径和长度
电源装置
1161 MCS 变频器版本错
变频器装置的允许电流值小于伺服数据文件中指定的电流极限值。
[ 索引]
轴名称或无( 主轴)
[ 字符串]
无
[ 代码]
XXXXXXXX=1 固定
[ 可能的故障位置]
变频器装置
伺服数据文件
1162 MCS 绕组线圈变换异常
绕组切换电磁开关发生异常。
[ 索引]
轴名称或无( 主轴)
[ 字符串]
无
[ 代码]
XXXXXXXX
XXXXXXXX=
00000001[HEX]: LOW 侧MC 的ON 检测
00000002[HEX]: HIGH 侧MC 的ON 检测
00000003[HEX]: LOW 侧和HIGH 侧MC 同时ON 检测
00000004[HEX]: 绕组切换超时
10100001[HEX]: 伺服数据文件异常
[ 可能的故障位置]
绕组切换电磁开关
1163 MCS 编码器环通讯异常
编码器链接通信时发生错误。
[ 索引]
轴名称或无( 主轴)
[ 字符串]
无
[ 代码]
XXYYZZZZ
XX=FF[HEX]( 固定)
YY=00[HEX] 电机编码器处检测到错误。
01[HEX]: 带轴编码器处检测到错误。
02[HEX]: 独立编码器处检测到错误。
03[HEX]: 绝对光栅尺处检测到错误。
04[HEX]: 辅助滑块处检测到错误
ZZZZ= 错误检测时的编码器链接状态
位15: 独立编码器的通信错误
位14: 绝对光栅尺2 的通信错误
位13: 带轴编码器或绝对光栅尺的通信错误
位12: 电机编码器的通信错误
位11: 未定义
位10: AT 模式传输环路错误
位9: 接收IF 部分的数据溢出错误
位8: 未定义
位7: 未定义
位6: 调制代码错误
位5: CRC 错误
位4: 格式错误
位3: 双向传输错误
位2: 双向接收错误
位1: 奇偶校验错误
位0: 超时错误
[ 可能的故障位置]
相关轴的电机编码器、绝对光栅尺、带轴编码器或独立编码器
编码器链接电缆或连接器
变频器装置控制板
1164 MCS 编码器异常
电机编码器无法检测位置数据。
[ 索引]
轴名称或无( 主轴)
[ 字符串]
无
[ 代码]
XXYYZZZZ
XX= 编码器的错误代码
YY= 编码器的详细状态
ZZZZ= 多回转位置数据。
如果多回转位置数据超过允许旋转范围:
XX=0 固定
YY=1 固定
ZZZZ= 多回转位置数据
[ 可能的故障位置]
电机编码器
1165 MCS 编码器初始化异常
电机编码器初始化时发生错误。
[ 索引]
轴名称或无( 主轴)
[ 字符串]
无
[ 代码]
XXYYZZZZ
XX= 错误检测时的E 链接顺序号
0:复位
1:网址设定
2:请求发送通信的基本信息
3:通信版本改变
4:获取设备信息
5:改变参数
6:位置检测起动
7:AT 模式起动
YY= 错误内容
0:通信错误
1:传输开始时间超时
2:传输结束时间超时
3:接收结束时间超时
4:响应地址异常
5:响应代码异常
6:参数错误
ZZZZ= 数据
如果YY=0,错误检测时的编码器链接状态
如果YY=1、2、3,传输的帧信息
如果YY=4,响应设备的网址
如果YY=5,接收的帧信息
如果YY=6,表示被检测到有误的参数号。
1:接收的参数数目不足
2:通信的基本信息不兼容
3:多回转检测范围不匹配
4:通信协议版本不兼容
[ 可能的故障位置]
电机编码器
编码器链接电缆或连接器
变频器装置控制板
1166 MCS 别置型编码器异常
带轴编码器无法检测位置数据。
[ 索引]
轴名称或无( 主轴)
[ 字符串]
无
[ 代码]
XXYYZZZZ
XX= 编码器的错误代码
YY= 编码器的详细状态
ZZZZ= 多回转位置数据
如果多回转位置数据超过允许旋转范围:
XX=0 固定
YY=1 固定
ZZZZ= 多回转位置数据
[ 可能的故障位置]
带轴编码器
1167 MCS 别置型编码器初始化异常
带轴编码器初始化时发生错误。
[ 索引]
轴名称或无( 主轴)
[ 字符串]
无
[ 代码]
XXYYZZZZ
XX= 错误检测时的E 链接顺序号
0:复位
1:网址设定
2:请求发送通信的基本信息
3:通信版本改变
4:获取设备信息
5:改变参数
6:位置检测起动
7:AT 模式起动
YY= 错误内容
0:通信错误
1:传输开始时间超时
2:传输结束时间超时
3:接收结束时间超时
4:响应地址异常
5:响应代码异常
6:参数错误
ZZZZ= 数据
如果YY=0,错误检测时的编码器链接状态
如果YY=1、2、3,传输的帧信息
如果YY=4,响应设备的网址
如果YY=5,接收的帧信息
如果YY=6,表示被检测到有误的参数号。
1:接收的参数数目不足
2:通信的基本信息不兼容
3:多回转检测范围不匹配
4:通信协议版本不兼容
[ 可能的故障位置]
带轴编码器
编码器链接电缆或连接器
变频器装置控制板
1168 MCS 光栅尺异常
An error occurred in ABSOSCALE.
[ 索引]
Axis name or none (spindle)
[ 字符串]
None
[ 代码]
XXYYZZZZ
XX = Positional data status
bit7 : Error bit (1:error)
bit6 : Warning bit(1:warning)
bit5 : Signal amplitude status bit(1:signal amplitude is too large,0:signal amplitude is too small)
bit4 : 0 fixed
bit3 : 2 millimeter period signal error bit(1:error, 0:normal)
bit2 : 80 micron period signal error bit(1:error,0:normal)
bit1 : Communication error(Toggle by detecting)
bit0 : Absolutization error bit(1:error,0:normal)
YY = Alarm code
01 : Stop command has stopped.
02 : Control parameter error
05 : Initialization speed too high
08 : Auto-set-data error
0D : Speed too high
0E : Synchronization error
10 : Absolutization error
11 : Signal amplitude error of 80 micron period signal
12 : Signal amplitude error of 2 millimeter period signal
13 : Signal amplitude error of 80 micron and 2 millimeter period signal
14 : Signal amplitude error of 80 micron period signal, and Absolutization error
15 : Signal amplitude error of 2 millimeter period signal, and Absolutization error
16 : Signal amplitude error of 80 micron and 2 millimeter period signal,and Absolutization error
40 : Slider tilting error(for plus)
41 : Slider tilting error(for minus)
42 : Gap is narrow.
43 : Gap is wide.
E1 : Error of 1.5 volt power supply
E4 : Error of 3.1 volt power supply
ZZZZ = Upper position data larger than a signal period
[ 可能的故障位置]
ABSOSCALE(Scale unit or Slider unit)
1169 MCS 光栅尺初始化异常
绝对光栅尺初始化时发生错误。
[ 索引]
轴名称或无( 主轴)
[ 字符串]
无
[ 代码]
XXYYZZZZ
XX= 错误检测时的E 链接顺序号
0:复位
1:网址设定
2:请求发送通信的基本信息
3:通信版本改变
4:获取设备信息
5:改变参数
6:位置检测起动
7:AT 模式起动
YY= 错误内容
0:通信错误
1:传输开始时间超时
2:传输结束时间超时
3:接收结束时间超时
4:响应地址异常
5:响应代码异常
6:参数错误
ZZZZ= 数据
如果YY=0,错误检测时的编码器链接状态
如果YY=1、2、3,传输的帧信息
如果YY=4,响应设备的网址
如果YY=5,接收的帧信息
如果YY=6,表示被检测到有误的参数号。
1:接收的参数数目不足
2:通信的基本信息不兼容
3:多回转检测范围不匹配
4:通信协议版本不兼容
[ 可能的故障位置]
绝对光栅尺
编码器链接电缆或连接器
变频器装置控制板
1170 MCS 磁编码器异常
电磁编码器无法检测位置数据,或电磁
编码器齿轮齿数和伺服数据文件的设定值不一致。
[ 索引]
轴名称或无( 主轴)
[ 字符串]
无
[ 代码]
XXXXYYYY
XXXX= 错误内容
000A[HEX]=A 相电压异常
000B[HEX]=B 相电压异常
000C[HEX]= 电磁编码器脉冲信号异常
其它= 电磁编码器脉冲计数溢出或标记数据错误时的伺服数据文件设定值
( 设定脉冲数或齿轮齿数)
YYYY= 错误数据
如果XXXX=000A[HEX]: A 相电压值( 使用7FFF[HEX]=2.5V 表示)
如果XXXX=000B[HEX]: B 相电压值( 使用7FFF[HEX]=2.5V 表示)
如果XXXX=000C[HEX]: 0( 固定)
其它情况: 电磁编码器计数检测值或齿轮齿数检测值
[ 可能的故障位置]
伺服数据文件
电磁编码器
电磁编码器电缆
1171 MCS 旋转变压器异常
分解器无法检测位置数据。
[ 索引]
轴名称或无( 主轴)
[ 字符串]
无
[ 代码]
XXXXXXXX
FFFFFFFF[HEX]: 断开
FFFFFFFF[HEX] 以外: 加速度过大
[ 可能的故障位置]
分解器
分解器信号线
变频器装置
1172 MCS 脉冲发生器计数溢出
PG( 脉冲发生器) 的1 转计数和伺服数据文件的设定值不一致。
[ 索引]
轴名称或无( 主轴)
[ 字符串]
无
[ 代码]
XXXXYYYY
XXXX= 伺服数据文件设定值(PG1 转的计数值)
YYYY= 计数值
[ 可能的故障位置]
伺服数据文件
电磁编码器
电磁编码器电缆
1173 MCS 电机过热
电机温度异常升高。
[ 索引]
轴名称或无( 主轴)
[ 字符串]
无
[ 代码]
XXXXYYYY
XXXX=0 固定
如果YYYY=0010[HEX]: 过热
如果YYYY=0011[HEX]: 电机过热[BL/PREX]
如果YYYY=0012[HEX]: 编码器过热[BL/PREX]
如果YYYY=0013[HEX]: 电机和编码器过热[BL/PREX]
[ 可能的故障位置]
运行条件
相关轴的电机
电机编码器
编码器链接电缆
1174 MCS 伺服环通讯异常
伺服链接中发生了通信错误,导致无法接收来自NC 的指令。
[ 索引]
轴名称或无( 主轴)
[ 字符串]
无
[ 代码]
XXXXYYYY
XXXX=0 固定
YYYY= 各位表示通信错误的种类( 错误检测时的伺服链接错误状态)
位15: 第二个B 缓冲区错误
位14: 第二个A 缓冲区错误
位13: 第一个B 缓冲区错误
位12: 第一个A 缓冲区错误
位11: MT 缓冲区错误
位10: 中继处理错误
位9: 接收IF 部分的数据溢出错误
位8: 断线错误
位7: 地址指针错误
位6: 调制代码错误
位5: CRC 错误
位4: 格式错误
位3: 双向传输错误
位2: 双向接收错误
位1: 奇偶校验错误
位0: 超时错误
[ 可能的故障位置]
伺服链接电缆或连接器
变频器装置控制板
SVDN 板
1175 MCS 伺服环断线
断开伺服链接电缆后,导致无法接收到来自NC 的指令。
[ 索引]
轴名称或无( 主轴)
[ 字符串]
无
[ 代码]
XXXXYYYY
XXXX= 断开位置
0000[HEX]: 正好在故障装置之前断开
8000[HEX]: 在故障装置前断开
YYYY= 错误检测时的伺服链接错误状态
[ 可能的故障位置]
伺服链接电缆或连接器
变频器装置控制板
SVDN 板
1176 MCS 伺服环通讯协议异常
从NC 发送至变频器装置的数据的格式或时间错误。
[ 索引]
轴名称或无( 主轴)
[ 字符串]
无
[ 代码]
XXXXXXXX
表示错误内容号
1:A 缓冲区软件同步错误
2:A 缓冲区格式代码错误
3:B 缓冲区软件同步错误
4:B 缓冲区格式代码错误
5:B 缓冲区程序段号错误
[ 可能的故障位置]
NC 软件
变频器装置控制板
SVDN 板
1177 MCS 伺服数据异常
初始化或运行中, NC 发送的伺服数据不适用。
如果在更换变频器装置时发生该报警,则伺服数据文件
和变频器装置间的适用关系错误。 如果在调整变更伺服数据时发生该报警,则变更的伺服数据错误。
[ 索引]
轴名称或无( 主轴)
[ 字符串]
无
[ 代码]
XXXXYYZZ
XXXX= 检测到错误的数据ID 号[HEX]
YY= 检测到错误的数据组号
ZZ= 错误详情
1:超出设定范围
2:设定时间错误
3:无传输
4:计算错误
5:其它
6:ID 号个数超出( 无扩展伺服数据)
[ 可能的故障位置]
伺服数据文件
NC 软件
变频器装置控制板
1178 MCS 命令异常
通过伺服链接, NC 和变频器装置之间互相传送指令/ 响应数据。
但是, NC 发送至变频器装置的指令异常或不支持。
[ 索引]
轴名称或无( 主轴)
[ 字符串]
无
[ 代码]
XXXXYYYY
XXXX
0010[HEX]: 定位模式指令点数超出
0011[HEX]: 定位模式负指令值
0012[HEX]: 定位模式指令位置> 控制目标1 转
0013[HEX]: 未传输定位模式定位点表
0014[HEX]: 非定位模式旋转轴
0015[HEX]: 定位模式指令格式不是点
0016[HEX]: 定位模式定位子模式错误
0021[HEX]: 组切换指定组数超出
0022[HEX]: 模式未定义模式
0023[HEX]: 模式定位/ 刀具路径模式条件
0024[HEX]: 坐标系 坐标系指定错误
0030[HEX]: S- 链路A 缓冲区的未定义位数据ON
0031[HEX]: S- 链路B 缓冲区的未定义位数据ON
0040[HEX]: 在未接收时间同步指令时切换至AT 模式
YYYY= 错误数据
XXXX 为0010 到0016[HEX] 时,表示定位子模式。
0:程序模式
1:检索模式
2:脉冲手轮模式
3:示教模式
[ 可能的故障位置]
伺服数据文件
NC 软件
变频器装置控制板
1179 MCS CON 速度溢出
NC 发送到变频器装置的位置指令增量值(SRCOND) 超过了允许值。
如果在定位轴中发生该报警,则伺服数据文件的数据可能错误。
( 变频器装置计算定位轴的位置指令增量值。)
[ 索引]
轴名称或无( 主轴)
[ 字符串]
无
[ 代码]
XXXXXXXX= 指定的CON 速度
2^-16[pr/Tp]( 速度模式: [su/Tc])
pr= 位置编码器的一转
Tp= 位置控制频率
su= 基准单位
Tc= 指令频率
然而下列数据具有特殊意义。
1:增量太大,因而在初步检查时将其判断为错误。
2:位置指令值(SRCON) 超出编码器测量范围的绝对值 ( 仅是线性轴)。
3:螺纹切削进给倍率模式中的速度指令值超出允许值。
[ 可能的故障位置]
伺服数据文件
NC 软件
1180 MCS 速度指令溢出
NC 发送至变频器装置的速度指令值超过了允许值。
[ 索引]
轴名称或无( 主轴)
[ 字符串]
无
[ 代码]
XXXXXXXX= 指定的速度指令值。 2^-32[2.5kHz]
[ 可能的故障位置]
机械驱动系统的惯量和摩擦阻力
变频器装置
电机
电源电压
1181 MCS DIFF 溢出
位置控制中的位置误差过大。
轴位于目标值( 静止) 时,其目标值和计算值
与当前位置一致。 如果指令新的轴移动指令,则将开始计算
目标值以生成计算值(RCON)。 此时,当前位置相对计算值
有一定的延时。 此延时量([ 计算值]-[ 当前位置]) 称为随动误差;
随动误差超过指定的允许值时发生报警。
[ 索引]
轴名称或无( 主轴)
[ 字符串]
无
[ 代码]
XXXXXXXX= 检测到的位置误差
2^-16[pr]
pr= 位置编码器的一转
[ 可能的故障位置]
机械驱动系统的惯量和摩擦阻力
变频器装置
电机
1182 MCS APA 速度过大
位置编码器的值(RAPA) 随电机旋转而变化。 在指定时间间隔内
监视位置编码器值的变化量。 各轴进给速度相对于正常的
快速进给速度过快,或
由于位置编码器故障导致变化量过大等时,
如果单位时间内的变化量连续超过特定允许值,则发生该报警。
[ 索引]
轴名称或无( 主轴)
[ 字符串]
无
[ 代码]
XXXXXXXX= 检测到的APA 速度
2^-16[pr/Tp]
pr= 位置编码器的一转
Tp= 位置控制频率
然而下列数据具有特殊意义。
1:线性轴超过行程范围。
2:旋转轴超过行程范围(360°)。
3:限制轴超过行程范围。
[ 可能的故障位置]
变频器装置控制板
电机编码器(BL 电机时)
编码器链接电缆或连接器(BL 电机时)
PG 或电磁编码器(VAC 电机时)
PG 或电磁编码器电缆或连接器(VAC 电机时)
1183 MCS 全闭环位置检测异常
全闭环编码器的位置检测值
与电机编码器的位置检测值的差超过了允许值。
[ 索引]
轴名称或无( 主轴)
[ 字符串]
无
[ 代码]
XXXXXXXX= 错误检测次数
[ 可能的故障位置]
全闭环合成偏置值
绝对光栅尺或带轴编码器
驱动系统的空转
1184 MCS 速度过大
实际电机速度过高。
[ 索引]
轴名称或无( 主轴)
[ 字符串]
无
[ 代码]
XXXXXXXX= 检测到的速度
[2.5kHz/4294967296]
[ 可能的故障位置]
变频器装置控制板
电机编码器(BL 电机时)
编码器链接电缆或连接器(BL 电机时)
分解器或电磁编码器(VAC 电机时)
分解器或电磁编码器电缆或连接器(VAC 电机时)
1185 MCS 速度偏差过大
指令速度与实际速度偏差过大。
[ 索引]
轴名称或无( 主轴)
[ 字符串]
无
[ 代码]
XXXXYYYY
XXXX= 检测到的扭矩(4 毫秒内的扭矩和)
±[MAXTRQ/32768]
YYYY= 检测到的加速度(4 毫秒内的平均值)
±[2.5kHz/4ms/65536]
XXXXYYYY=00000001 时,由于下溢错误数据为“0”。
[ 可能的故障位置]
切削负载扭矩
变频器装置
电机
1186 MCS 冲突检出
NC 扭矩限定器通过电机输出扭矩= 电机加速度的关系检测到轴的干涉。
[ 索引]
轴名称或无( 主轴)
[ 字符串]
无
[ 代码]
XXXXYYYY
XXXX= 检测到的扭矩(4 毫秒内的扭矩和)
±[MAXTRQ/32768]
YYYY= 检测到的加速度(4 毫秒内的平均值)
±[2.5kHz/4ms/65536]
XXXXYYYY=00000001 时,由于下溢错误数据为“0”。
[ 可能的故障位置]
机械驱动系统的干涉
NC 扭矩限定器设定值
电机编码器
变频器装置
电机
1187 MCS 紧急停止超时
激活紧急停止功能后,机床无法在规定时间内停止。
[ 索引]
轴名称或无( 主轴)
[ 字符串]
无
[ 代码]
XXXXXXXX
1:紧急停止时间超时
2:紧急停止时减速时间超时
3:报警停止时减速时间超时
[ 可能的故障位置]
伺服数据文件
NC 软件
变频器装置控制板
电机
1188 MCS 伺服轴皮带断裂
检测到皮带驱动轴的皮带断裂。
[ 索引]
轴名称或无( 主轴)
[ 字符串]
无
[ 代码]
XXXXXXXX= 皮带断裂检测时的负载扭矩[HEX]
[ 可能的故障位置]
皮带
1189 MCS 轴变化控制错误
轴变换运行不正常( 这不是MCS 中引起的一个报警。)
[ 索引]
通过轴变化选定轴
[ 字符串]
无
[ 代码]
1: MCS 在10 秒之内不复位。
2: 参数设定号匹配信号或控制准备就绪信号在10 秒钟之内未能接通。
3: MCS 没有在10 秒之内接收到来自分割编码器的最大的APA 值。
6: MCS 控制器没有在10 秒内改变就位量或零点偏移量。
A: 在报警产生10 秒中内, MCS 控制器无法变换就位总量和零点偏移量。
[ 可能的故障位置]
PLC 轴错误的MCS 控制器
错误软件
1190 MCS 独立编码器初始化异常
独立编码器初始化时发生错误。
[ 索引]
轴名称或无( 主轴)
[ 字符串]
无
[ 代码]
XXYYZZZZ
XX= 错误检测时的E 链接顺序号
0:复位
1:网址设定
2:请求发送通信的基本信息
3:通信版本改变
4:获取设备信息
5:改变参数
6:位置检测起动
7:AT 模式起动
YY= 错误内容
0:通信错误
1:传输开始时间超时
2:传输结束时间超时
3:接收结束时间超时
4:响应地址异常
5:响应代码异常
6:参数错误
ZZZZ= 数据
如果YY=0,错误检测时的编码器链接状态
如果YY=1、2、3,传输的帧信息
如果YY=4,响应设备的网址
如果YY=5,接收的帧信息
如果YY=6,表示被检测到有误的参数号。
1:接收的参数数目不足
2:通信的基本信息不兼容
3:多回转检测范围不匹配
4:通信协议版本不兼容
[ 可能的故障位置]
独立编码器
编码器链接电缆或连接器
变频器装置控制板
1191 MCS APA 异常
APA 计算时发生计算错误。
[ 索引]
轴名称或无( 主轴)
[ 字符串]
无
[ 代码]
XXXXXXXX
1:线性轴分配行程过大
2:半闭环位置数据转换溢出([pr]->[pf])
3:合成时下溢
4:合成时溢出
5:混合控制输入溢出
6:混合控制初始化溢出
[ 可能的故障位置]
电机编码器、带轴编码器或光栅尺
伺服数据文件
变频器装置控制板
编码器原点偏置
电机联轴器
1192 MCS 电机过载
电机负载已超过规定值,启动过载保护功能。
[ 索引]
轴名称或无( 主轴)
[ 字符串]
无
[ 代码]
XXXXYYYY
XXXX: 检测到的过载保护曲线的伽玛
YYYY: 过载检测时的累计数据
然而下列数据具有特殊意义。
FFFFFFFF: 电子热继电器初始化时,无法自动判断电机。
[ 可能的故障位置]
电机
运行过载
伺服数据文件
1193 MCS 油压检测值错误
液压装置液压检测值异常。
[ 索引]
25:OPU1
26:OPU2
[ 代码]
XXXXYYYY
XXXX: 压力指令值
YYYY: 压力检测值
然而,它对下列数据具有特殊意义。
FFFFFFFF: 检测到断开。
[ 可能的故障位置]
压力指令值
SDF 设定值
压力传感器电缆
压力传感器
液压装置
1194 MCS 切换式绝对光尺的辅助滑块异常
切换型绝对光栅尺的辅助滑块无法进行检测。
[ 索引]
轴或无( 主轴)
[ 字符串]
无
[ 代码]
XXYYZZZZ
XX= 编码器的错误代码
YY= 编码器的详细状态
ZZZZ= 多回转位置数据
如果多回转位置数据超过允许旋转范围:
XX=0 固定
YY=1 固定
ZZZZ= 多回转位置数据
[ 可能的故障位置]
辅助滑块
辅助滑块的编码器链接电缆
变频器装置
1195 MCS 双驱动控制通信异常
在同步轴串联控制的从站间通信中,
从动轴接收到的通信数据异常。
[ 索引]
轴或无( 主轴)
[ 字符串]
无
[ 代码]
XXXXYYZZ
XXXX= 错误内容
0001:未达到通信数据计数器上限
0002:通信数据格式代码未知
YY= 通信方式
00:伺服链接
01:编码器链接
ZZ= 数据
XXXX=0001 时, “0” 固定
XXXX=0002 时,未知的格式代码
[ 可能的故障位置]
变频器装置
伺服链接电缆
1196 MCS 全绝对尺寸链接错误
全绝对光栅尺的通信发生错误,导致无法检测位置速度等。
[ 索引]
轴或无( 主轴)
[ 字符串]
无
[ 代码]
XXYYZZZZ
XX=FF[HEX]( 固定)
YY=00[HEX]( 固定)
ZZZZ= 错误检测时的编码器链接状态
位15: 独立编码器的通信错误
位14: 绝对光栅尺2 的通信错误
位13: 带轴编码器或绝对光栅尺的通信错误
位12: 电机编码器的通信错误
位11: 未定义
位10: AT 模式传输环路错误
位9: 接收IF 部分的数据溢出错误
位8: 未定义
位7: 未定义
位6: 调制代码错误
位5: CRC 错误
位4: 格式错误
位3: 双向传输错误
位2: 双向接收错误
位1: 奇偶校验错误
位0: 超时错误
[ 可能的故障位置]
目标轴的全绝对光栅尺
编码器链接电缆或连接器
变频器装置控制板
1197 MCS 全绝对尺寸错误
全绝对光栅尺无法进行检测。
[ 索引]
轴或无( 主轴)
[ 字符串]
无
[ 代码]
XXYYZZZZ
XX= 全绝对光栅尺状态
位7: 报警
位6: 警告
位5: 80um 数字对比超出范围
位4: 80um 数字振幅超出范围
位3: 未定义
位2: 80um 数字振幅
1=80um 数字振幅大
0=80um 数字振幅小( 仅在位4 为ON 时有效)
位1、0: 绝对代码检查
11=3 字节以上
10=2 字节
01=1 字节
00=0 字节或2 位以下
YY= 全绝对光栅尺的报警代码
01:停止指令后的位置数据请求
02:控制参数错误
05:初始化速度过大
06:脉冲计数错误
0D: 速度过大
0E: 同步错误
0F: 温度异常
40:80um 数字振幅级别过小( 但是偏置级别正常)
41:80um 数字振幅级别过小( 且偏置级别过小)
42:80um 数字振幅级别过大
43:80um 数字对比过小
44:80um 数字对比过大
48:绝对代码检查错误
49:升高时绝对代码检查错误
4A: 绝对代码均为“0”
4B: 绝对代码均为“1”
ZZZZ= 全绝对光栅尺位置数据
每2mm 螺距的位置数据
[ 可能的故障位置]
全绝对光栅尺
1198 MCS 全绝对尺寸起始
全绝对光栅尺初始化时发生错误。
[ 索引]
轴或无( 主轴)
[ 字符串]
无
[ 代码]
XXYYZZZZ
XX= 错误检测时的E 链接顺序号
0:复位
1:网址设定
2:请求发送通信的基本信息
3:通信版本改变
4:获取设备信息
5:改变参数
6:位置检测起动
7:AT 模式起动
YY= 错误内容
0:通信错误
1:传输开始时间超时
2:传输结束时间超时
3:接收结束时间超时
4:响应地址异常
5:响应代码异常
6:参数错误
ZZZZ= 数据
如果YY=0,
错误检测时的编码器链接状态
如果YY=1、2、3,传输的帧信息
如果YY=4,响应设备的网址
如果YY=5,接收的帧信息
如果YY=6,表示被检测到有误的参数号。
1:接收的参数数目不足
2:通信的基本信息不兼容
3:多回转检测范围不匹配
4:通信协议版本不兼容
[ 可能的故障位置]
全绝对光栅尺
编码器链接电缆或连接器
变频器装置控制板
1199 MCS 轴停止信号异常
检测到输入MCS 装置的PSRDY 信号异常。
[ 索引]
轴名称或无( 主轴)
[ 字符串]
无
[ 代码]
XXXXXXXX=1( 固定)
[ 可能的故障位置]
行程终端限位开关或其信号线
OPR 电缆或连接器
转换器链接电缆或连接器
POS 装置
1201 正向超程
用于手动插入点复位的目标值超过正向行程的极限值。
在切削进给操作期间计算值超过了正向行程极限值( 在G22 模式下为可编程正向行程极限值)。手动移动到原位置期间,计算值
超
过正向行程极限值。
[ 索引]
轴
[ 字符串]
无
[ 代码]
1-> 在切削进给操作期间
2-> 在手动插入点复位期间
7-> 第2 行程终端极限有效时,轴进给期间
C->B 轴旋转 Z 轴上限有效时,轴进给期间。
106-> 手动移动到原点位置期间
107-> 第 2 行程极限有效时,手动移动到原位置期间
10A-> 第 3 行程极限规格时,目标值超过用原位置指令指定的行程极限
[ 可能的故障位置]
在操作时改变行程极限值。
系统参数中原位置设定值的设定错误。
[ 采取的措施]
将行程极限值重置至正确值。
再检查系统参数中的原位置值。
代码:
C: 再检查B 轴旋转 Z 轴上限值(B 轴旋转互锁)。
1202 负向超程
用于手动插入点复位的目标值超过负向行程的极限值。
在切削进给操作期间计算值超过了负向行程极限值( 在G22 模式下为可编程负向行程极限值)。手动移动到原位置期间,计算值
超
过负向行程极限值。
[ 索引]
轴
[ 字符串]
无
[ 代码]
1-> 在切削进给操作期间
2-> 在手动插入点复位期间
7-> 第 2 行程极限有效时,轴进给期间
B-> Z/W 轴合成行程极限有效时,轴进给期间
C-> B 轴旋转 Z 轴下限有效时,轴进给期间。
106-> 手动移动到原位置期间
107-> 第 2 行程极限有效时,手动移动到原位置期间
10A-> 第 3 行程极限规格时,目标值超过用原位置指令指定的行程极限
10B-> Z/W 轴合成行程极限有效时,手动移动到原位置期间
[ 可能的故障位置]
在操作时改变行程极限值。
系统参数中原位置设定值的设定错误。
[ 采取的措施]
将行程极限值重置至正确值。
再检查系统参数中的原位置值。
代码:
C: 再检查B 轴旋转 Z 轴下限值(B 轴旋转互锁)。
1203 禁区
主轴试图进入或已进入设定为干涉区域的区域。
[ 索引]
无
[ 字符串]
无
[ 代码]
1: 禁区1
2: 卧式MC 的特殊禁区功能
3: 禁区2
4: 禁区3
5:NC-BC 通用附件禁区
如果主轴进入两个以上的干涉禁区,则优先显示较小的代码。
[ 可能的故障位置]
程序指令错误,手动操作错误
[ 采取的措施]
根据各机床上禁区的取消方法取消禁区并通过手动操作将主轴
移出禁区。
1204 主轴驱动装置
这是一个主轴电机驱动装置的报警。
如果关断VAC 故障信号,则将发生这一报警。
1) MDB-A/B, MCV-A/B, MCR, MCM
2) MCR-B
[ 索引]
无
[ 字符串]
无
[ 代码]
无-> 故障信号或正常信号已关断。
1-> 超速信号接通。
[ 可能的故障位置]
错误的主轴驱动电机
驱动装置中的保险丝熔断
驱动装置内的错误控制PCB
1205 主轴MS OFF
这是一个主轴电机驱动装置的报警。
如果切断VAC 故障信号,则将发生这一报警。
1) MDB-A/B, MCV-A/B, MCR, MCM
2) MCR-B
[ 代码]
无-> 故障信号或正常信号已切断。
1-> 超速信号接通。
[ 可能的故障位置]
. 主轴驱动电机故障
. 驱动装置中的保险丝熔断
. 驱动装置内的控制板故障
1206 主轴电机 过载
保护液压泵电机的过载继电器断开。
如果安装在主轴驱动电机内部的恒温器,则将发生这一报警。
1) MDB-A/B, MCV-A/B, MCR, MCM
2) MCR-B
[ 可能的故障位置]
过载条件下的切削
主轴驱动电机风机不工作。
错误的主轴驱动电机
[ 采取的措施]
关断电源,冷却电机。
1210 液压平衡器 压力过低
Z 轴平衡块压力下降 (MCR 和MCM)。如果压力正常信号关闭,就会发生该报警。
[ 索引]
轴
[ 可能的故障位置]
液压平衡器压力开关的设定错误
液压动力装置的源压力降低了。
1212 主轴润滑电机 OFF
保护主轴箱润滑油循环/ 冷却泵电机的过载继电器断开。
(1) MC-30VA
来自位于柱左侧的主轴箱冷却装置的装置正常信号断开。
(2) MC-50VA/60VA
来自柱后的组合装置的主轴箱冷却装置的正常信号断开。
(3) MC-400H
来自柱后的组合装置的主轴箱冷却装置的正常信号断开。
(4) MC-500H/600H/800H
来自柱后的组合装置的主轴箱冷却装置的正常信号断开。
(5) MDB-A/B, MCV-A/B, MCR, MCM
来自台子后面的组合装置的冷却器正常信号关闭。
(6) MCR-B
从装在台子后方的组合装置来的润滑油泵的电机操作信号关闭。
[ 索引]
无
[ 字符串]
无
[ 代码]
无
[ 可能的故障位置]
联合装置内的错误的循环泵或冷却泵。
1216 主轴齿轮未确定
检查主轴旋转的信号在主轴旋转中能保持OFF 或ON 状态0.5 秒或更久。
[ 索引]
无
[ 字符串]
无
[ 代码]
1-> 主轴低速档确认LS 关闭。
2-> 主轴中速档( 或双速型高速档) 确认LS 关闭。
3-> 主轴高速档确认LS 关闭。
O5 到1FF-> 应打开的输入信号关闭。
代码: {( 机床输入号-1)8+ 位数+1} 十六进制
O200 到3FF-> 应打开的输入信号关闭。
代码: 十六进制数{( 机床输入号-1)8+ 位数+1}+200
例如:
如果输入ON 机床位1 状态,则21 号关闭,代码将为(21-1)8+1=162=A2( 十六进制)
如果输入OFF 机床位2 状态,则21 号打开,代码将为(21-1)8+2+1=163=A3( 十六进制)+200=2A3。
以下是标准规格代码,按机床类型分类
1) MC-30VA
14-> VAC 准备信号关闭。
23-> 空气源压力确认PS 关闭。
45-> 主轴刀具夹紧确认NS 关闭。
246-> 主轴刀具松开确认NS 打开。
3E-> 换刀臂待机位置确认NS 关闭。
2) VR-40
29-> 主轴内缸夹紧确认LS 关闭。
27-> 主轴外缸夹紧确认LS 关闭。
22A-> 主轴内缸松开确认LS 打开。
288-> 主轴外缸松开确认LS 打开。
3) MC-40VA/50VA/60VA
34-> 主轴内缸夹紧确认LS 关闭。
235-> 主轴内缸松开确认LS 打开。
236-> 主轴外缸松开确认LS 打开。
FFFFF004-> 换刀臂偏离待机位置。
4) MC-400H
61-> 主轴盘形弹簧夹紧LS 关闭。
63-> 手动刀具夹紧LS 关闭。
62-> 主轴盘形弹簧松开LS 打开。
64-> 手动刀具松开LS 打开。
83-> 换刀臂初始位置LS 关闭。
87-> 自动刀具夹紧LS 打开。
288-> 自动刀具松开LS 打开。
5) MC-500H/600H/800H
4C-> 主轴刀具内缸夹紧LS 关闭。
24D-> 主轴刀具内缸松开LS 打开。
6C-> 主轴刀具外缸夹紧LS 关闭。
26D-> 主轴刀具外缸松开LS 打开。
59-> 换刀臂初始位置LS 关闭。
6) MDB-A, MCV-A
8E-> 主轴旋转可确认信号关闭。
( 使用刀具拔丝螺钉)
8F-> 主轴刀具夹紧确认LS 关闭。
290-> 主轴刀具松开LS 打开。
C3-> 换刀臂A 回退确认LS 关闭。
(24 把刀ATC)
C5-> 换刀臂B 回退确认LS 关闭。
(24 把刀ATC)
281-> 横梁松开确认LS 打开。
2CD-> ATC 装置在主轴位置确认LS 打开。
(50 把刀ATC)
7) MDB-B, MCV-B
8E-> 主轴刀具夹紧确认LS 关闭。
290-> 主轴刀具松开确认LS 打开。
C3-> 换刀臂A 退回确认LS 关闭。
(24 把刀ATC)
C5-> 换刀臂B 回退确认LS 关闭。
(24 把刀ATC)
2B1-> 主轴转位销IN 确认LS 打开。
281-> 横梁松开确认LS 打开。
BA-> 附加头检测器OUT 确认LS 关闭。
BD-> 附加头夹紧确认LS 关闭。
BE-> 附加头松开确认LS 关闭。
( 附加头转位中)
8) MCR
8E-> 主轴刀具夹紧确认LS 关闭。
290-> 主轴刀具松开确认LS 打开。
C3-> 换刀臂A 回退确认LS 关闭。
C5-> 换刀臂B 回退确认LS 关闭。
B2-> 主轴定位销OUT 确认LS 关闭。
2B1-> 主轴定位销IN 确认LS 打开。
281-> 横梁松开确认LS 打开。
BA-> 附加头检测器OUT 确认LS 关闭。
2B9-> 附加头IN 确认LS 打开。
BD-> 附加头夹紧确认LS 关闭。
B9-> 附加头检测器IN 确认LS 关闭。
( 附加头转位中)
2BA-> 附加头检测器OUT 确认LS 打开。
( 附加头转位中)
BE-> 附加头松开确认LS 关闭。
( 附加头转位中)
BF-> 附加头锁止确认LS 关闭。
2CO-> 附加头开锁确认LS 打开。
9) MCM
8E-> 垂直主轴刀具夹紧确认LS 关闭。
290-> 垂直主轴刀具松开确认LS 打开。
B3-> 水平主轴刀具夹紧确认LS 关闭。
2B4-> 水平主轴刀具松开确认LS 打开。
B2-> 主轴转位销OUT 确认LS 关闭。
2B1-> 主轴转位销IN 确认LS 打开。
C3-> 换刀臂A 回退确认LS 关闭。
C5-> 换刀臂B 回退确认LS 关闭。
281-> 横梁松开确认LS 打开。
BD-> 回转头夹紧确认LS 关闭。
2BE-> 回转头松开确认LS 打开。
2BF-> 回转头转位销IN 确认LS 打开。
C0-> 回转头转位销OUT 确认LS 关闭。
10) MCR-B
6-> VAC 准备信号关闭。
39-> 主轴刀具夹紧1 确认LS 关闭。
23A-> 主轴刀具松开确认LS 打开。
3B-> 主轴刀具夹紧2 确认LS 关闭。
241-> 横梁松开确认LS 打开。
24F-> ATC 装置主轴位置确认LS 打开.
53-> 换刀臂旋转A 确认LS 关闭。
54-> 换刀臂旋转B 确认LS 关闭。
61-> 附加头夹紧确认LS 关闭。
261-> 附加头夹紧确认LS 打开。
( 附加头转位中)
262-> 附加头松开确认LS 打开。
62-> 附加头松开确认LS 关闭。
( 附加头转位中)
263-> 附加头检测器IN 确认LS 打开。
63-> 附加头检测器IN 确认LS 关闭。
( 附加头转位中)
64-> 附加头检测器OUT 确认LS 关闭。
264-> 附加头检测器OUT 确认LS 打开。
( 附加头转位中)
[ 可能的故障位置]
不能进行机械主轴旋转( 挡块位置或限位开关位置偏差)。
旋转状态限位开关错误
错误输入卡
1217 行程末端越限
X, Y,或Z 轴的末端行程极限开关被激活。
当NC 轴紧急停止信号消失时,则将发生这一报警。
[ 索引]
无
[ 字符串]
无
[ 代码]
无
[ 可能的故障位置]
系统参数设定故障
极限开关故障
[ 采取的措施]
确认检查面板上的哪个限位开关被启动。
将超程轴移向行程中间。
1218 冷却液电机过载
1219 轴润滑电机过载
1220 当前刀具NG3
对具有刀具管理功能的控制,发生这一报警。
如果由某程序中的T 指令指定使用寿命结束的刀具,并且没有备用的刀具,则通过M06 指令,选用寿命结束的刀具,设定在主
轴。
当该刀具在主轴中被定时发生报警。
[ 索引]
无
[ 字符串]
无
[ 代码]
无
[ 采取的措施]
P200M/MA:更换为新刀具,在刀具管理功能画面上设定设定时间和剩余时间,然后将OK/NG 设定为OK。
P300S/M:更换为新刀具,在刀具数据设定画面的刀具寿命标签中设定“SET” 和“LEFT”,
然后将OK/NG 设定为OK。
[ 相关规格]
刀具管理功能
1221 运载单元系统检查中
对ATC 托架,通过设定合理的参数数据来设定支架系统检查模式来对直流或无刷的电机规格的机床进行调节时,则将发生一报
警。
在机床正常运行时,则通常不会发生。
[ 可能的故障位置]
设定机床用户参数40 号支架检查模式。
[ 采取的措施]
清除机床用户参数40 号。
1223 LDU
具有晶体管驱动器时报警( 用于DC 电机规格型的报警) 检测。
LDU-TR 和DC-PS 报警指示内容在下面简要说明。
(1) LDU-TR
相位损耗->3 相输入的相打开
VR-LOSS->PCB 控制电压+12(-12) 伏已降到了低于额定80% 的水平。
IOCM->C 大于120% 的极限值电流溢出。
IOCS-> 超过晶体管规定值120% 的电流通过晶体管桥。
HV-> 直流电源电压超过450 伏
LV-> 直流电源电压降到200 伏以下
(2) DC-PS
HV-> 同于LDU-TR
LV-> 如同LDU-TR 一样
相位损耗-> 如同LDU-TR 一样
超出距离-> 充电电路的放电电路能比规定时间更长的运行。
1225 号码S 指令
1226 齿轮变换失效
1227 主位置指令观测闸
1229 主轴分度电机 过载
主轴定向电机的过载继电器断开( 仅对AC 主轴驱动电机规格的MCV)。
[ 可能的故障位置]
错误的主轴定向电机
过载中继故障
由于机械问题造成电机过载
1230 主轴变换电机 过载
主轴变速范围电机的过载继电器断开( 仅针对AC 主轴驱动电机规格的MDB 和MCV)。
[ 可能的故障位置]
主轴变速电机的范围有错误
过载中继故障
由于机械问题造成电机过载
1234 CA 行程末端越限
ATC 夹头轴行程端LS 断开。当EC 轴紧急停止信号消失时出现这一报警。
1) MC-500H/600H/800H
2) MCV-B, MCR MCM
[ 索引]
无
[ 字符串]
无
[ 代码]
无
[ 可能的故障位置]
在系统参数所设定的支架位置处的设定错误
LS 故障
1235 液压装置准备完了
液压动力装置泵的电机ON 的信号关闭。
这一信号是来自组合装置的、APC 液压装置或来安装在工作台后的W 轴平衡器液压装置的输入。
[ 可能的故障位置]
错误的液压动力装置泵
[ 采取的措施]
将组合装置或水泵内断开的过载继电器复位。
保险丝熔断
1236 液压装置液压过低
液压压力的正常信号关闭。此信号是从组合装置、APC 液压装置或W 轴平衡器液压装置来的输入,液压装置来的输入。
[ 可能的故障位置]
由于液压动力泵的故障而没产生压力。
组合装置内或液压动力装置内的压力开关设定错误。
1239 外部设备异常1
主轴箱润滑油减少。
从装在工作台后方的组合装置发送的润滑油位正常信号关闭。
[ 索引]
无
[ 字符串]
无
[ 代码]
无
[ 可能的故障位置]
润滑油短缺
浮动开关故障
[ 采取的措施]
供给润滑油。
1240 油孔电机过载
1241 油孔 过滤器堵塞
直通刀具冷却液罐内的过滤器被堵塞。
[ 索引]
无
[ 字符串]
无
[ 可能的故障位置]
过滤器被堵塞。
阻塞检测压力开关故障
[ 采取的措施]
清洗过滤器。
1242 主轴过载
主轴加载检测器的继电器或过载监视器由于过载而接通了。
[ 索引]
无
[ 字符串]
无
[ 代码]
如果是仪表继电器-> 无
过载监视器 -> XXXXYYYY
XXXX : 在监测中的参数数量过大
YYYY : 发生报警时过载(%)
[ 可能的故障位置]
过载条件下的切削
主轴载荷检测仪的继电器设定错误
在设定不受时间( 主轴过载时间) 影响的启动电流时的错误,该时间在机床用户参数( 字)9 号处设定。
1243 CON 0 越过
SRSCON 值( 最后命令值) 变为负值。如果 SRSCON 从A 点进到负侧,将出现这一报警。
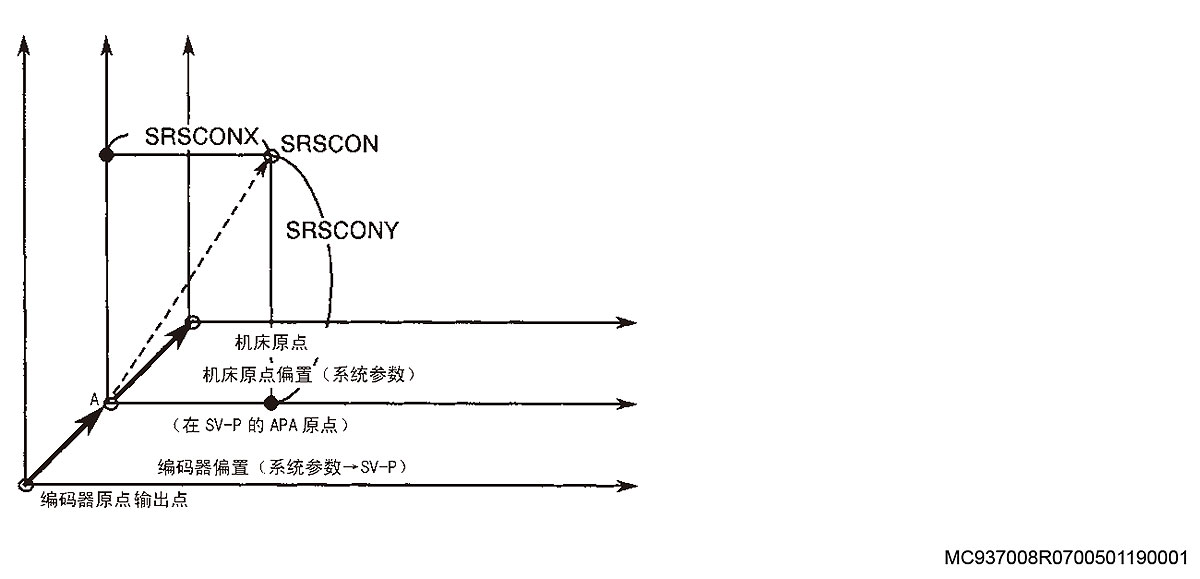
[ 索引]
轴
[ 代码]
在发生报警时的SRSCON 值( 十六进制)
[ 可能的故障位置]
系统参数( 机床零点) 的设定错误
错误的指令值( 规定在机床零左侧的点)
操作举例:X 轴在下列设定时,移动范围超出X0 从而产生报警:
机床零点: 2000.000
行程极限:-2500.000
编程的指令: G0 X-2001.000
[ 采取的措施]
在系统参数处复位机床零点。
改变指令值( 必须从机床零点到正面)。
1244 用户专用代码
VDOUT[993]=***
在控制支持用户任务2 规格的程序内规定以上指令。
[ 索引]
无
[ 字符串]
无
[ 代码]
在上述表达式右侧所规定的值按用户报警语句显示,其名称为VUACM[*]=’****’。对 ****,允许取在0 到9999 范围内的十进
制
数。以前导零清除的形式显示。
针对其它编号,显示’FFFFFFFF’
程序举例VUACM[1] = ‘ABC’ WRITE
VDOUT[993] = 1234 WRITE
-> 报警A 151 用户专用代码1234 ABC
[ 相关规格]
用户任务2
1245 随行工作台核对不一致
如果从NC 送出的工作台号与设定的工作台号不吻合时,工作台检查NG 灯发亮。
1246 同步误差过大
仅应用于具有” 同步” 功能的系统。
1) 当电源接通时,这一同步错误大于容许极限B 的情况持续时间大于100 毫秒。
2) 在电源未接通的情况下,同步错误大约容许极限A 的情况已持续100 毫秒以上。
同步错误所容许的极限A: 任选参数( 字)50 号
同步错误所容许的极限B: 任选参数( 字)51 号
[ 索引]
MC937008R0700501190001
无
[ 字符串]
无
[ 代码]
在用十六进制数报警发生时的同步错误
[ 可能的故障位置]
1) 断电后,主轴或从动轴不能立即停止。制动装置故障。
2) 加载到主轴或在运行过程中增加的从动轴。错误伺服系统。
[ 采取的措施]
1) 选择同步错误修正模式,用脉冲手柄移动轴至*1 位置处,然后在消去修正模式后,按下复位按钮。
2) 关断电源一次,然后再接通。
[ 相关规格]
同步轴规格
1247 主轴安全门栓故障
1248 MSB 专用
这一报警给出生产厂家的子程序的检查结果。
[ 索引]
无
[ 字符串]
无
[ 代码]
参照有关制造商子程序的操作手册。
[ 采取的措施]
检查以下项。
传送参数
NC 状态
设定的数据
1250 主轴线改变不可能性
主轴电机线圈切换没有完成。
[ 索引]
无
[ 字符串]
无
[ 代码]
无
[ 可能的故障位置]
电磁开关 ( 线圈切换) 故障
[ 采取的措施]
更换电磁开关。
1251 夹紧IN-P
不移动的轴的后续错误(DIFF) 超过用户参数处设定夹紧IN-P 宽度连续一秒以上。
[ 索引]
轴
[ 字符串]
无
[ 代码]
无
[ 可能的故障位置]
过载条件中的切削
错误的机械夹紧
1252 CRP 例外错误
CRP 发生的异常错误
[ 索引]
无
[ 字符串]
无
[ 代码]
XXXX :
位0-> 用户中断异常
位1->TRAP 指示异常
位2-> 未用的中断异常
位3-> 假中断异常
位4-> 未命名的异常
位5-> 未完成的异常
位6-> 轨迹异常
位7-> 特例允许的违规
位8->TRAPV 指示异常
位9->CHK 指令异常
位10-> 零分割异常
位11-> 非法指令异常
位12-> 地址错误异常
位13-> 总线错误异常
位15->RAM 误差检查异常
[ 可能的故障位置]
操作面板故障
[ 采取的措施]
更换操作面板。
1253 操作面板/CRP 收信联络错误
在系列数据传输/ 接收过程中,接收错误已连续发生循环。
[ 代码]
X :
位0->ACIA 接收错误
位1-> 收到数据检查和错误,协议错误
位2-> 操作面板串口错误
位3-> 操作面板开关切换错误
位4-> 操作面板自我诊断错误
[ 可能的故障位置]
操作面板故障
操作面板串联接口故障
有缺陷的CRP
[ 采取的措施]
检查操作面板的串行接口。
检查操作面板。
检查CRP。
1254 CRP 自诊断数据
CRP 自我诊断数据异常。
[ 代码]
自我诊断
[ 可能的故障位置]
有缺陷的CRP 板
[ 采取的措施]
检查CRP 板。
1256 CRP 奇偶校验错
在CRP RAM 不能正确存取时,读/ 写或在CRP RAM 执行测试时,不正确或开户电源后进行的CRR RAM 测试的出现存储错
误。
[ 代码]
1-> 在CRP RAM 存取时产生错误。
2-> 当打开电源时,在CRP RAM 检测执行中产生一个错误。
[ 可能的故障位置]
在CRP 板上的RAM
打开电源后的操作实例
[ 采取的措施]
更换CRP 板。
1257 紧急停止
按下紧急停止按钮。或,在按该按钮时接通了电源。
[ 索引]
无
[ 字符串]
无
[ 代码]
无
[ 采取的措施]
在排除紧急停止按钮被按下的原因后,使之复位并按下控制电源ON 按钮。
1261 油气润滑电机 过载
当空气干燥器运行,输入信号接通时,油- 气润滑装置电机过载输入信号关闭。
1263 油气润滑油面过低
当空气干燥器运行的输入信号ON 时,润滑油罐的油位降低,而润滑油位正常传感器的输入信号仍保持关闭超过3 秒钟。
1265 液压装置异常
用户指定液压装置发生一个报警。
用户或其相关装置准备的液压装置发生报警。
[ 字符串]
无( 参见注1。)
[ 代码]
无( 参见注2。)
[ 可能的故障位置]
液压装置
液压装置的相关装置
注1: 字符串根据用户技术规范来显示。
注2: 代码根据用户技术规范来显示。
1266 公差控制错误
由于NC 控制软件中的不正确处理而使公差控制不工作。注意) 该报警不会发生在操作者的操作中。
[ 索引]
无
[ 字符串]
无
[ 代码]
1: 如果选定了公差控制模式且高速模式不是”0″,公差控制模块就不能把目标写入GD 缓冲器。或功能生成模块不能从GD
缓冲器读取目标。
100: 在平滑过程期间发生了应用软件错误。
[ 可能的故障位置]
应用软件错误
1267 机内网 通信异常
现场网络通信错误
[ 代码]
AAXXYYZZ
AAXX ( 错误信息字)
AA:
位15 : 在从站中发现开始位错误,停止位错误或CRC 错误时设定1。
当双发送错误,缓冲区错误或奇偶校验错误被检测到时,设定为1 ;
位12 : 当发现开始位的错误时设定1。
位11 : 在停止位发现错误时设定1。
位9.8 : 00-> 从站和主站
01-> 再生转发器No.1
10-> 再生转发器No.2
XX :
位7- 位0 : 从站号
当在主站首先检测到一个错误时,给检测出错误的从站设定站号设定为”00″。位5 的数据指示是否检测出错误。
当在收到的数据位5 上设定”1″ 时,则指示在当前站前已检测到的错误。
YY ( 错误发生的条件) :
01-> 现场网络输入数据读取
02-> 在现场网络通信中,数据通信由于下一中断不能完成
04-> 在场网络初始扫描中,一个错误发生了5 次以上。
08-> 在场网络初始扫描中,一个错误发生了2 次以上。
ZZ: 来自FN 卡的错误信息
02-> 时间超
04-> 检测破损行指令
08-> 奇偶错误
10-> CRC 错误发生了2 次以上
20-> 格式错误
40-> 双波接收错误
80-> 双波发送错误
1268 主轴旋转条件错误
1270 VAC 动作指令状态不一致
从EC 输出至VAC 的操作指令的情况和从VAC 至EC 的响应输入相互不一致的情况已持续2 秒钟以上。
[ 代码]
在ECP 内部IF-B 引起不匹配的指令地址。
3F52-> 基本指令( 速度控制模式/ 定位控制模式)’ ;
3F53-> 单个指令( 旋转- 停止/ 向前- 向后/ 较短-/ 较长- 路径/ 复位)’ ;
3F54-3F57 : 附加指令
[ 可能的故障位置]
VAC 卡片
SPC-6 或FN 卡
用于串行通信的接线
[ 采取的措施]
更换上述单元中的故障单元。
[ 相关规格]
VAC2, VAC3
1271 干涉
在AAC 操作期间的干扰监视规格中, Z 轴的负载超出了监视负载值。
[ 索引]
监视轴
[ 代码]
1: AAC 扭矩监视类型A
[ 采取的措施]
SVP 板故障。
对监视过载数值设定不当。
检查轴负载实际上是否超出过载值。
1272 热偏差补偿
在热偏差补偿中,从温度传感器(TMP) 发出的温度数据变化,已经超过了在热偏差补偿参数中设定的极限。
[ 索引]
无
[ 字符串]
传感器通道数故障
[ 代码]
1-> 由TMP 测得的温度超过基准通道温度上所确定的温度监视范围。
2-> 不可能计算出适于用TMP 测量的温度的补偿量。测量温度已超过设定的热偏差补偿数据的范围。
[ 可能的故障位置]
由于热偏差补偿参数的相关通道的温度极限设定小了,或者机床产生了过多的热量。
在故障通道测得的温度超过温度偏差补偿数据的设定范围。( 机器产生的热量过大)。
[ 采取的措施]
给温度偏差补偿参数设定一个较大的值或消除机床异常温度的原因。
[ 相关规格]
热偏差补偿功能( 仅为用户使用)
1274 压缩机异常
空气压缩机的中断信号为ON。( 用户任择的规格)
1275 VAC 主动侧CPU 停止
在VAC 板上的主CPU 已停止。( 对从CPU,停止状态是由”VAC 自身诊断错误” 报警检测到的)。
在发生这一报警时,电机在空转之后就停止了。
为了更具体些,主CPU 每3.2 毫秒增加计数值,从CPU 每3.2 毫秒监视该计数器,如果该计数器停止,从CPU 引起报警。
[ 可能的故障位置]
VAC 卡故障
VAC 软件故障
[ 采取的措施]
更换有以上故障的装置。
[ 相关规格]
高精确率VAC
1276 门互锁 复位不良
在用具有D/U 关闭功能的门互锁功能机床上D/U 状态从OFF 改变为ON 时,指令位置与编码器检测位置之间的距离超过极限。
[ 索引]
轴或无( 主轴)
[ 字符串]
无
[ 代码]
十六进制编号中的指令位置和编码器检测位置的差值[ 参考装置]
[ 可能的故障位置]
在D/U OFF 时,用手动移动轴。
[ 采取的措施]
NC 复位
[ 相关规格]
D/U 门互锁功能的关闭功能
1277 门互锁
在带有门互锁功能的机床上,当轴移动,主轴旋转或ATC 移动期间门被打开。
[ 代码]
X
[ 可能的故障位置]
操作错误
关门确认极限开关故障或挡块位置错误。
[ 采取的措施]
在轴移动或主轴旋转时不要开门
如果限位开关损坏,则更换之。当门关闭时调整挡块位置,使确认限位开关接通。
1279 禁止轴移动
在B 轴运动期间,未将X 轴定位在距离机床零点10mm 范围之内或门打开确认信号断开。
或,在B 轴运动期间Z 轴没有定位在距离正极限50 mm 范围之内。
或,在车削循环期间X 轴或Y 轴运动被禁止。
或,试图在Z 轴回退位置之外旋转B 轴。
[ 索引]
轴
[ 字符串]
无
[ 代码]
1:X 轴移出机床原点正或负10mm 范围。
2: 门开确认信号断开。
3: Z 轴移开距离机床零点-50 mm 范围之内。
4: 在B 轴运动期间,发出了另一个轴指令 (X 轴、Y 轴或Z 轴)。
5: 在B 轴运动期间, X 轴从原点位置No.1 移开。
6:在B 轴运动期间, Z 轴移出原位置No.3 正或负100mm 范围。
7: 在未将Z 轴定位在0 度、90 度、180 度或270 度位置时,试图进行B 轴运动或超出允许范围。
8: 试图进行Z 轴运动或超出B 轴旋转的Z 轴下限到B 轴旋转的Z 轴上限的范围。
9: 倾斜轴或无限轴在由旋转轴互锁功能所禁止的轴运动的范围内运动。
10: 试图在Z 轴回退位置之外旋转B 轴。
100: 在车削循环期间X 轴、Y 轴和主轴的轴运动因某种原因而被禁止,且无限圆形插补减速并停止。
200: 在滚铣加工中启动同步旋转时或在同步旋转期间,禁止任何主轴/ 圆工作台轴的旋转。
[ 可能的故障位置]
代码:
10: Z 轴试图使B 轴以原点位置No. 10 的Z 轴设定值之外的值旋转。
[ 采取的措施]
代码:
8: 将Z 轴移入由B 轴旋转的Z 轴下限和B 轴旋转的Z 轴上限所限定的范围。
将B 轴定位在任何B 轴旋转禁止范围进入角位置。
取消B 轴旋转互锁功能。
10: Z 轴使B 轴在原点位置NO.10 旋转。
B 轴旋转互锁功能无效。
[ 相关规格]
代码:
10: B 轴旋转互锁
1288 冲突紧急停止
在轴移动期间,用感知碰撞来激活碰撞检测传感器,这会导致机床紧急停止。
[ 索引]
无
[ 字符串]
无
[ 代码]
1-> 环形传感器检测到碰撞。
2-> 检测冲击的接触开关。
[ 可能的故障位置]
如果机床器和工件相触及,则没有故障。
但是,如果该报警在机床从工件中分离出来时发生,则传感器可能处于错误状态,
如果刀具带有一个避免碰撞的传感器则工具和刀具托架可能没有完全绝缘。
[ 采取的措施]
如果该报警由于工件的接触而引起,那么设定避免冲撞功能失效开关来将机床从工件中分离出来。
如果该报警发生,尽管机床已远离工件,检查操作传感器或绝缘条件刀具。
1289 刀具损坏检测不足
试图在包括刀具破损检测(G195) 的固定循环模式下进行一固定的循环,在到达原先的位置(LP 命令值) 之前,破损检测器触及刀
具,
原先位置和当前接触位置之间的差大于允许极限( 在NC 任选参数长字46 号处设定)。
[ 索引]
轴
[ 字符串]
无
[ 代码]
无
[ 可能的故障位置]
错误的刀具长度偏置数据,或错误选择的刀具号,刀具长度或零点
[ 采取的措施]
改正错误数据。
1290 刀具损坏
试图在包括刀具断裂检测(G196) 的固定循环模式下进行一固定的循环,
断裂检测器通过原先的位置(LP 命令值) 并在超过容许极限的位置( 一规定的位置) 上触及刀具。
[ 索引]
轴
[ 字符串]
无
[ 代码]
1-> 与刀具相接触的传感器的位置离开原先位置的距离大于容许的限值。
2-> 在未接触的情况下超过容许的极限。
[ 可能的故障位置]
刀具断裂。
错误的刀具长度偏置数据,或错误选择的刀具号,刀具长度或零点
[ 采取的措施]
更换断损的工具。
设定正确的值。
1291 B 位置错误
当B 轴没有位于DCC 上的0 度或90 度位置上,在自动刀具长度偏差、自动刀具断裂检测或其它操作时,规定跳段进给(G31)。
或在跳段进给期间, B 轴从0 度移动到90 度位置。
当B 轴位于DCC 上的0 度或90 度位置上,试图显示相互检测的屏幕。或,当显示相互检测屏幕时, B 轴从0 度移动到90 度位
置。
[ 索引]
无
[ 字符串]
无
[ 代码]
无
[ 可能的故障位置]
B 轴角度
[ 采取的措施]
为进行跳段进给(G31) 或显示交互的检测屏幕,确保B 轴位于0 度或90 度的位置上。
1293 自适应控制通信错误
它是在自适应控制模式中产生的错误。
[ 索引]
无
[ 字符串]
无
[ 代码]
XYYZZ
X=0 🙁 在…… 时间下错误代码 4 图形)
->YYZZ= 一个适配性控制通信错误号
X=1 :
打开命令终止的错误。
YY= 错误代码, ZZ= 错误详情代码
-> 当YY, ZZ 都没有(0) 时,一个开启的指令没有在指定时间内完成。
X=2 :
在规定时间内没有完成强制性关闭。
1294 转换值错误
移位值错误。
[ 索引]
轴
[ 字符串]
无
[ 代码]
X
X=1-> 如果移位并未位于叠加的位置上,则移位量不是0,而变成。
X=2-> 由于移位量增加的结果,使CON 变负。
X=3-> 由于移位量改变加入的结果,是CON 超出负变量极限。
X=4-> 由于移位量改变加入的结果,是CON 超出负变量极限。
X=5-> 在位移量锁定状态解除时,移位量与锁定状态前的不同。
1299 轴过载
轴载荷超出了为监视过载而设定的。
[ 索引]
轴
[ 字符串]
无
[ 代码]
被监视的XYYYY 过载
X : 监视中的参数号过载
YYYY : 加载引发报警[%]
[ 可能的故障位置]
正在进行的切削造成过载。
在轴载荷检测仪中设定了一个错误值。
1300 丝杆切割程度
螺纹切削期间,进给值变为负数。
[ 索引]
无
[ 字符串]
无
[ 代码]
无
[ 可能性故障位置]
在螺纹切削运行期间, ” 进给” 变成了一个负值。
螺距指令(F) 与可变螺距指令(E) 之间的关系不合适。
1301 外轮盘错误
当外回转台处于NC 控制之下时[NC DU OK] 信号切断。
或,在预置时限内没有发出响应。
[ 索引]
无
[ 字符串]
无
[ 代码]
XYYYY
X : 轴No.53 正在受控
1 : 第四轴
2 : 第五轴
3 : 第六轴
YYYY : 当报警发生时被选定的控制模式
0000 : 轴指令输出模式
0001 : 等到选通脉冲接通后
0002 : 应答ON 监控模式
0003 : 应答OFF 监控模式
0004 : 等到下一个轴命令输出时
[ 可能的故障位置]
外部旋转台或它的相关部分出现故障,或在任选参数长字42 号处设定错误时间。
1302 超过循环次数
执行一个循环( 从循环开始至接收M02 或M30) 所需的时间已超过是在参数上设定的时间。
[ 索引]
无
[ 字符串]
无
[ 代码]
无
1305 SPM 控制异常
NC 发现如此重大的错误以至于不能继续通过SPM 电机执行程序。
( 超精度机床(SPM) 控制=Hi- 切削程序或Super-NURBS)
[ 索引]
无
[ 字符串]
无
[ 代码]
2000100 : 高级调节间隔码的B 缓冲区异常
2000200 : G 代码的B 缓冲区异常
2001000 : 检验功能指示B 缓冲区异常
2001100 : 进给倍率调整功能指示的B 缓冲区异常
2001110 : 软进给倍率功能指示的B 缓冲区异常
2001120 : 进给速度倍率功能标志的B 缓冲器异常
2001200 : 主轴调整功能指示的B 缓冲区异常
2001300 : 单程序段功能指示的B 缓冲区异常
2001400 : 进给保持功能指示的B 缓冲区异常
2002000 : F1 进给率指令编号的B 缓冲区异常
2002100 : NC 程序命令装置的B 缓冲区异常
2002300 : 数据块序列号的B 缓冲区异常
2002400 : F1 进给倍率的B 缓冲区异常
2002500 : F 码的直接进给率的B 缓冲区异常
2002600 : S 码直接主轴转速的B 缓冲区异常
2002700 : 程序公差的B 缓冲区异常
2002800 : 加工公差的B 缓冲区异常
2003200 : 弧: 矢量( 起点-> 中心) 的B 缓冲区异常
2003210 : 弧: 矢量( 中心轴) 的B 缓冲区异常
2003220 : 弧: 矢量( 终点-> 中心) 的B 缓冲区异常
2003240 : 弧: 半径的B 缓冲区异常
2003300 : 螺旋: 矢量( 起点-> 中心) 的B 缓冲区异常
2003310 : 螺旋: 矢量( 中心轴) 的B 缓冲区异常
2003320 : 螺旋: 矢量( 终点-> 中心) 的B 缓冲区异常
2003340 : 螺旋: 半径的B 缓冲区异常
2003400 : NURBS: 级别( 指令-1) 的B 缓冲区异常
2003420 : NURBS: 终结序列的B 缓冲区异常
2004000 : B 缓冲区刀尖控制切削点指令:表面法向量错误
2004010 : B 缓冲区刀尖控制切削点指令:附加属性错误
3002300 : 数据快序列号的C 缓冲区异常
4000000 : E 过程不能插入NURBS 数据(0- 微分)。
4002300 : 数据块序列号D 缓冲区异常
5000000 : F 过程不能输入NURBS 数据(0- 微分)。
5002300 : 数据块序列号E 缓冲区异常
6000600 : 插入数据序列号F 缓冲区异常
F000000 : 控制参数的T 过程异常
10000000 : TB 数据管理器在连续顺序上的异常( 开端结束时) 检测
10000001 : TB 数据步骤在执行块内的G 代码干扰 ( 不是G01、G02 或G03)
10000002 : TB 数据步骤在执行块内的平面规格干扰( 不合理的轴转位)
10000004 : T 接地管理器数据传输应答超时
10000005 : TH 数据管理器系列号不规则
10000006 : 采样模式切换处理异常
[ 可能的故障位置]
错误软件
1307 热变形补偿
在热偏差补偿功能中发生一个错误。
[ 索引]
无
[ 字符串]
在CH 中对生热部分所设定的温度和在CH 中对参考温度所设定的温度
( 显示成单位为0.1 度的十进制数)
[ 代码]
XY
X:
1: 温度已经超出上限。
Y:
1: X 轴热偏差1
2: X 轴热偏差2
3: X 轴热偏差3
4: Y 轴热偏差1
5: Y 轴热偏差2
6: Y 轴热偏差3
7: Z 轴热偏差1
8: Z 轴热偏差2
9: Z 轴热偏差3
A: 附件主轴的热偏差
[ 可能的故障位置]
温度测量单元或机床产生异常的热量。
对与热偏差补偿参数对应的通道将过小的数值设定为极限值。或机床产生异常的热量。
[ 采取的措施]
将热偏差补偿参数设定较大的极限值。或,排除机床中发生异常温度的原因。
[ 相关规格]
热偏差补偿功能
1310 子项目选择
这是正在选择子程序时发生的错误。
[ 索引]
无
[ 字符串]
无
[ 代码]
无
[ 可能的故障位置]
所选定的子程序发出一个调用另一个子程序而不是注册在堆栈中的用户宏程序 (MSB, LIB)。
[ 采取的措施]
重新编辑所选定的子程序,避免发出调用子程序的指令。或,提前将要调用的子程序注册为用户宏程序。
1312 超过安全速度
机床单元的运动已经超出安全极限。( 超速)
[ 索引]
无
[ 字符串]
无
[ 代码]
XY
X:
1: NC 轴超出安全速度。
2: PLC 轴超出安全速度。
3: 主轴超出安全速度。
Y: 超出安全速度的轴号。
能够通过NC 复位解除报警。
[ 可能的故障位置]
安全速度监视器运行不当。
或,软件不能维持正确的速度。
[ 采取的措施]
检查或更换安全监视器。
1313 检出安全速度监视的错误
安全速度监视器检测到超速或异常状态,并紧急停止机床。
按NC 复位按钮,就能够复位安全速度监视器。
[ 索引]
无
[ 字符串]
无
[ 代码]
X:
X=1-9: 表示异常防护号。
能够通过NC 复位解除报警。
1314 不能执行Hi-CUT Pro 控制
当禁止执行该控制时, Hi- 切削程序控制完成。
[ 索引]
无
[ 字符串]
无
[ 代码]
XYY
XYY=200: 在Hi- 切削程序控制中发现教学模式。
[ 采取的措施]
Hi- 切削程序控制不能用于教学模式。关闭教学模式。
1315 接触探测冲突保护
与主轴连接的接触探针的接触信号检测之后发出的轴行程指令超出在选择性参数字No.62 设定的防撞行程量。
[ 索引]
轴
[ 字符串]
无
[ 代码]
无
1317 超过轴转动指令
轴波动速度超出允许的快速横向进给范围。
[ 索引]
轴
[ 字符串]
无
[ 代码]
由 ( 轴波动行程× 补偿值K) 所获得的指令行程数值的十六进制数
[ 可能的故障位置]
波动行程数值(VOSTK) 过大。
1318 超过轴转动控制速度
轴波动速度和进给速度的和超出允许数值。
[ 索引]
轴
[ 字符串]
无
[ 代码]
RCON ( 算得的数值) 变化的十六进制数
1319 DIFF 越限
下面的误差 ([ 算得数值]-[ 实际位置] 的绝对值) 超出参数中设定的允许值。
[ 索引]
轴
[ 字符串]
无
[ 代码]
DIFF 绝对值的十六进制数
[ 可能的故障位置]
滚珠丝杠或轴承中的故障使存在问题轴的滑动阻力增加。
存在问题轴的编码器、电机或驱动单元故障。
存在问题轴的伺服参数设定不当。
存在问题轴的SVDN 故障。
1320 切割刀具槽工序
尽管不允许切削刀槽工序,可还是指定了切削刀槽工序接通指令 (G142, G288 或G289)。
[ 索引]
无
[ 字符串]
无
[ 代码]
1: 在选定主轴高速齿轮时,指定了切削刀槽工序接通指令 (G142, G288 或G289)。
2: 在将内置附件安装到主轴上时,指定了切削刀槽工序接通指令 (G142, G288 或G289)。
1321 顺序重新开始
序列重起动的错误运行
[ 索引]
无
[ 字符串]
无
[ 代码]
2: 序列查找之后,在启动重新开始按钮之前按了开始按钮。
3: 在序列查找/ 序列重起动中更改车削主轴模式。
[ 可能的故障位置]
序列重起动的运行错误。
误按了开始按钮而不是重新开始按钮。
[ 采取的措施]
复位之后正确运行。
未返回车削主轴模式变更。
1322 同步轴控制条件错误
同步控制生效条件未满足。
[ 索引]
无
[ 字符串]
无
[ 代码]
1: 虽然在旋转轴控制模式参数中选择同步控制,但是接通电源时仅安装1 个NC 圆工作台。
[ 可能的故障位置]
另外1 个NC 圆工作台已被拆下。
[ 采取的措施]
接通电源前,虽然在旋转轴控制模式参数中选择独立控制。
或者,接通电源前安装2 个NC 圆工作台。
1326 温度上升值超过设定范围
温升值已超过设定极限。
[ 索引]
无
[ 字符串]
第一温度CH,第二温度CH,第三温度CH 或参考温度CH 的测量值( 以0.1 度单位的十进制数显示)
[ 代码]
XX : = 预测温度1 号至16 号
[ 可能的故障位置]
机床温度上升异常
在故障温度CH 时传感器出错
TMP 板错误
错误数据被设定为温度极限参数。
[ 采取的措施]
检查出故障,温度传感器和它的外表来消除异常的温度上升的原因。
检查故障温度传感器来确认它是否被正确安装。
更换有故障的温度传感器。
更换温度测量单元。
检查温度极限参数。
[ 不产生的条件]
如果温度检测参数设定为”0″,则不会发生报警。
1327 无法执行SPM 控制
当禁止执行该控制时,超精度机床(SPM) 控制完成。( 超精度机床(SPM) 控制=Hi- 切削程序或Super-NURBS)
[ 索引]
无
[ 字符串]
无
[ 代码]
XYY
X=1: 在创成加工功能其他指令下NURBS 插补瞬时完成。
YY: NURBS 在其他指令状态时插补瞬时执行。
位0 同时规定位置指令(G00)。
1 同时规定线性插补指令(G01)。
2 同时规定圆弧插补或螺旋切槽(G02/G03)。
3 同时规定暂停指令(G04)。
4 同时发出手动转换取消 (MITCAN)、手动转换保存 (MITSAV) 或手动转换反转 (MITREV) 指令。
7 同时规定公差控制模式打开(G187)。
[ 原因]NC 控制软件设计错误
X=F: 试图从NURBS 部分重新开始搜索。
YY=01: 规定选择MX。
=02: 规定选择MY。
=03: 规定选择MZ。
=04: 规定选择TS。
[ 测量]
重新开始搜索上面程序段的中间部分选择返回不能用于NURBS 程序段。
不使用这些选择的情况下重新开始搜索。
XYY=200: 在SPM 控制下发现教学模式。
[ 测量]
SPM 控制不能用于教学模式。关闭教学模式。
1332 伺服数据文件名异常
“C:\OSP-P\CNC-DAT” 中不存在为所选号指定的文件。或者,此文件不是为所选号指定。
[ 索引]
无
[ 字符串]
无
[ 代码]
1: “C:\OSP-P\CNS-DAT” 中不存在指定号的文件。
2: 此文件不是为指定号设定。
3: 指定号的文件存在但文件中无所需数据。然后,检索并使用缺省文件中的数据。
[ 采取的措施]
1: 在”C:\OSP-P\CNS-DAT” 中创建或移动文件。
2: 在参数设定画面中设定指定号的文件名。
3: 指定包括所需数据的文件。
1333 主轴无负载检测
在简易无负载检测功能有效时,主轴负载没有超出在主轴无负载检测参数处所设定的数值。
[ 索引]
无
[ 字符串]
无
[ 代码]
XYYYY
X: 无负载检测参数号
YYYY: 检测到的最大负载值
[ 可能的故障位置]
刀具已损坏。
如果在主轴加速/ 减速期间监视器忽视有效,那么在主轴加速/ 减速期间就执行切削。
如果在主轴加速/ 减速期间监视器忽视有效,那么无负载检测参数被错误设定。
1334 MCS 伺服环数据文件
选择重型工件情况下切换伺服数据组时,在切换后组的数据中发现异常数据。
[ 索引]
轴
[ 字符串]
无
[ 代码]
0x1106AABB: 伺服数据文件检查过程中检测到错误
速度时间常数特性数据值的大小关系不正确。
AA 代表轴号,和BB 代表内容。
0x1108AA00: 加工时间缩短模式的时间常数不正确。
允许加速度为0 时,快速进给加速/ 减速时间常数1 不为0。
允许加速度为0 时,加速/ 减速时间常数2 不为0。
AA
00: X- 轴
01: Y- 轴
02: Z- 轴
03: 第4 轴
04: 第5 轴
BB
11: FT1max=0
12: FT1max<FT1min
13: FT1max=FT1min 和 T1max<T1min
14: FT1max>FT1min 和T1max<T1min
21: FT2max=0 ( 内部计算FT2max 。)
22: FT2max<FT2min
23: FT2max=FT2min 和T2max<T2min
24: FT2max>FT2min 和T2max<T2min
31: FT1pmax=0
32: FT1pmax<FT1pmin
33: FT1pmax=FT1pmin 和T1pmax<T1pmin
34: FT1pmax>FT1pmin 和T1pmax<T1pmin
41: FT2pmax=0 ( 内部计算FT2pmax 。)
42: FT2pmax<FT2pmin
43: FT2pmax=FT2pmin 和 T2pmax<T2pmin
44: FT2pmax>FT2pmin 和 T2pmax<T2pmin
70: FTmax=FTpmin
71: FTmax=FTpmax
72: 每转位移量(Rp360dgx)=0
73: 旋转轴变速比(ID$4018) 位置编码器器的转速= 0
74: 旋转轴变速比(ID$4018) 控制目标转速= 0
75: FTmin = FTmax < 上限进给速度
76: FTmax = FTpmax < 上限进给速度
[ 可能的故障位置]
伺服数据文件
[ 相关规格]
工件重量选择功能( 伺服文件选择功能)
1335 伺服数据改变异常
在工件重量选择功能( 伺服文件选择功能) 中,与指定重量相对应的伺服数据异常。
[ 索引]
轴
[ 字符串]
无
[ 代码]
XXYYZZZZZ
XX: 旧伺服组号 (1-)
YY: 新伺服组号(1-)
ZZZZ: 原因
旧伺服组数据和新伺服组数据间的值不匹配( 错误的伺服数据文件)。
0001: ID.1004 速度控制循环
0002: ID.4001 电机变速比R
0003: ID.4018 位置检测变速比R
0004: ID.4002 电机变速比 LU
0005: ID.4003 电机变速比 LL
0006: ID.4019 位置检测变速比LU
0007: ID.401A 位置检测变速比 LL
其它
1000: 请求更换伺服数据0.5 秒MCS 无响应。
( 已选组号和新伺服组不一致。)
2000: 串联控制时从动轴的伺服数据不包括新伺服组。
2001: 根据X 从动 3 轴规格,从动轴的伺服数据不包括新伺服组。
2002: 同步轴控制时从动轴的伺服数据不包括新伺服组。
3001: 通过G448 将伺服参数更改值返回至伺服文件值的过程未在2 秒后
结束。
3002: G448 执行期间,伺服设定切换在重置两秒后仍未完成。
3003: G449 执行期间,伺服组切换在重置两秒后仍未完成。( 旋转轴参数自动设定功能)
3004: G429 执行期间,伺服组切换在重置两秒后仍未完成。( 旋转轴参数自动设定功能)
[ 可能的故障位置]
伺服数据文件
软件故障
[ 采取的措施]
在参数设定模式下的工件重量设定画面上,通过指定值改变工件重量之前,对其进行复位。
[ 相关规格]
工件重量选择功能( 伺服文件选择功能)
重量参数自动设定功能
旋转轴参数自动设定功能
1336 手动移动保留. 受警告的轴移动.
G169 或 G171 中存在位移量。
[ 索引]
无
[ 字符串]
无
[ 代码]
1: 在G169 模式或G171 模式下,发出MITREV 指令。
[ 可能的故障位置]
代码1: 程序错误
[ 采取的措施]
代码: 无
取消位移 ( 总和)。
切换至NC 任选参数位NO.78 位4 的警告。
:1
在G169 模式或G171 模式下,未发出MITREV 指令。
[ 相关规格]
刀尖控制、刀具轴方向上的刀具长度补偿
1337 Rotary axis parameter:duplicate axis name
旋转轴参数/ 旋转轴系统参数中拷贝指定轴名称。
[ 索引]
无
[ 字符串]
无
[ 代码]
1: 旋转轴的名称和结构和不同旋转轴的名称和结构相同。
2: 旋转轴的名称和不同旋转轴的名称相同。
[ 采取的措施]
正确设定轴名称。
1338 Rotary table control
NC 圆工作台主轴控制功能发生错误。
[ 索引]
无
[ 字符串]
无
[ 代码]
1: 手动中断功能结束时,车削主轴模式不相同。
[ 采取的措施]
将车削主轴模式返回至与自动操作或MDI 操作相同的模式,结束手动中断功能。
1339 Axis underload
负载值小于NO-LOAD VALUE 参数。
[ 索引]
轴
[ 字符串]
无
[ 代码]
XYYYY
X: 出现无负载时的无负载参数号
YYYY: 发生报警时的负载值[%]
[ 可能的故障位置]
执行无负载切削。
轴无负载参数的设定错误
[ 采取的措施]
修正无负载参数。
[ 相关规格]
简易负载监视功能
1340 Tool Posture Fluctuation Reduction error
检测到利用刀具姿势补偿功能无法继续处理的严重错误。
[ 索引]
无
[ 字符串]
无
[ 代码]
VVWWXXYZ:
VV: 模块代码
WW: 公共处理代码
XX: 各模块内的固有代码
Y: 轴分度
Z: 缓冲区管理器错误代码
1= 异常
2= 自变量范围异常
3= 有效值计算异常
4= 空缺数据计算异常
5= 无数据
6= 右指示器溢流
7= 计算结果异常
[ 可能的故障位置]
软件故障
[ 相关规格]
刀具姿势补偿功能规格
1341 Pitch error comp. data error
螺距误差补偿数据出现错误。
[ 索引]
错误的螺距误差补偿数据的轴名称
[ 代码]
XXYYYYYY:
XX: 1…R 规格时, P 螺距补偿附近的补偿值的变化量超过了容许值。
YYYYYY 表示检测出异常的螺距误差补偿号。
1342 Emergency limit over
轴的检测值超过了紧急极限。
[ 索引]
轴
[ 字符串]
无
[ 代码]
1-> 值超过了正紧急极限。
2-> 值超过了负紧急极限。
[ 可能的故障位置]
紧急极限值的设定错误
[ 采取的措施]
设定正确的紧急极限值。
[ 相关规格]
软件紧急极限功能
1343 Enabling switch status different
MSM( 安全速度监视器) 与IO 模块之间的启动开关输入状态不一致。
[ 索引]
无
[ 字符串]
无
[ 代码]
XY:
X: 出现故障的MSM( 安全速度监视器) 编号(1、2、3)。
Y: MSM( 安全速度监视器) 的启动开关输入状态
1…ON
0…OFF
[ 可能的故障位置]
MSM( 安全速度监视器) 故障
从启动开关到MSM 的写入断开
从启动开关到IO 模块的写入断开
[ 采取的措施]
更换MSM( 安全速度监视器)。
检查从启动开关到MSM 的写入。
检查从启动开关到IO 模块的写入。
1344 安全速度夹紧
轮廓加工期间,在适用的C 轴防护打开的状态下执行G2 或G3 指令时。
C 轴进给速度试图超过速度极限。
[ 代码]
1: 轮廓加工期间执行G2 或G3 指令时, C 轴进给速度试图超过速度极限。
[ 采取的措施]
关闭适用的C 轴防护。
1345 程序过滤器错误
检测到高速轮廓加工补偿功能无法继续进行处理的严重错误。
[ 代码]
无
[ 可能的故障位置]
软件故障
1347 滚削模式: 过载
检测到Diff 溢出或过载错误。
[ 索引]
无
[ 字符串]
无
[ 代码]
1: 主轴Diff 溢出
2: 圆工作台轴Diff 溢出
3: 监视轴Diff 溢出
4: 主轴参数过载
5: 主轴MCS 过载
6: 圆工作台轴MCS 过载
7: 监视轴MCS 过载
[ 可能的故障位置]
参数设定错误
NC 程序错误
1348 轴间距变形补偿错误
检测到利用进给轴间距变形补偿功能无法继续处理的严重错误。
[ 代码]
1: 加速度计算宽度错误
2: 处理执行组数错误
3: 检查对象进给轴过小
4: 检查对象进给轴过大
5: 指令值补偿对象进给轴过小
6: 指令值补偿对象进给轴过大
7: 加速度范围无效
8: 加速度正向正负关系错误
9: 加速度负向正负关系错误
[ 可能的故障位置]
软件故障
1349 在G413 中空运行不可用
试图执行G413 指令或正在执行G413 指令时,空运行接通。
[ 代码]
无
[ 采取的措施]
执行G413 指令前切断空运行,或正在执行G413 指令时不要接通空运行。
1350 无人化: 刀具破损
自动子程序(MSB) 的自动刀具破损检测循环期间发生刀具破损,
可能是由以下原因造成的。
刀具未接触到接触传感器。
刀具补偿和测量值的差超过公差值。
刀具破损判定值< 破损量( 默认:0.1mm) 时,发生刀具破损报警。
[ 索引]
无
[ 字符串]
无
[ 代码]
5
[ 可能的故障位置]
刀具破损。
是否已设定刀具补偿值?
刀具破损判定值(PLE1) 是否合适?
程序示例:
CALL OO30 VFST=0
[ 采取的措施]
采取措施,如切换为备用刀具以使切削有效。
通过自动刀具长度补偿循环设定刀具补偿值。
1351 Cycle Time Reduction Mode Error
循环时间缩短模式下发生错误。
[ 索引]
轴
[ 字符串]
无
[ 代码]
1000:
供电时,对于螺旋切削非插补规格,无法打开循环时间缩短模式。
XYY:
X= 报警位置
空白= 初始化时
YY= 错误详情
1: 初始化区域 起始位置错误。
2: 初始化区域 加速/ 减速时间常数: 首次错误
3: 初始化区域 加速/ 减速时间常数: 二次错误
4: 初始化区域 非插补时间常数错误
5: 初始化区域 时间常数转换系数错误
6: 主要加速/ 减速、非插补处理 输入位置错误
7: 主要加速/ 减速、非插补处理 在输入位置dbltofix 的错误
8: 主要加速/ 减速、非插补处理 在上次输入位置dbltofix 的错误
9: 主要加速/ 减速、非插补处理 在上次加速/ 减速、非插补后位置dbltofix 的错误
A: 主要加速/ 减速、非插补处理 在fix_sub 的错误
B: 主要加速/ 减速、非插补处理 180 度舍入的错误
C: 主要加速/ 减速、非插补处理 在fixtodbl 的错误
D: 主要加速/ 减速、非插补处理 加速/ 减速、非插补后位置的错误
E: 加速/ 减速、非插补实际计算区域 在fixtodbl 的错误
F: 加速/ 减速、非插补实际计算区域 在fixtodbl 的错误
10: 加速/ 减速、非插补实际计算区域 输入移动量错误
11: 加速/ 减速、非插补实际计算区域 加速/ 减速、非插补后移动量的错误
12: 移动平均处理区域 在首次fixtodbl 的错误
13: 移动平均处理区域 在非插补fixtodbl 的错误
14: 移动平均处理区域 在二次fixtodbl 的错误
15: 移动平均处理区域 首次输入量错误
16: 移动平均处理区域 非插补输入量错误
17: 移动平均处理区域 二次输入量错误
18: 移动平均处理区域 在首次fixtodbl 的错误
19: 移动平均处理区域 在非插补fixtodbl 的错误
1A: 移动平均处理区域 在二次fixtodbl 的错误
1B: 移动平均处理区域 首次移动平均后输出量的错误
1C: 移动平均处理区域 非插补移动平均后输出量的错误
1D: 移动平均处理区域 二次移动平均后输出量的错误
1E: 移动平均处理区域 在首次段数0 的错误
1F: 移动平均处理区域 在非插补段数0 的错误
20: 移动平均处理区域 在二次段数0 的错误
21: 移动平均处理区域 在首次fix_sub 的错误
22: 移动平均处理区域 在非插补fix_sub 的错误
23: 移动平均处理区域 在二次fix_sub 的错误
24: 移动平均处理区域 在首次fix_add 的错误
25: 移动平均处理区域 在非插补fix_add 的错误
26: 移动平均处理区域 在二次fix_add 的错误
27: 移动平均处理区域 在首次fix_div 的错误
28: 移动平均处理区域 在非插补fix_div 的错误
29: 移动平均处理区域 在二次fix_div 的错误
2A: 固定小数除法 0 除法的错误
2B: 固定小数加法 正值溢出的错误
2C: 固定小数加法 负值溢出的错误
[ 可能的故障位置]
1000:
参数设定错误
伺服数据文件
XYY:
软件故障
伺服数据文件
[ 采取的措施]
1000: 将NC 任选参数位No. 109 位6 切换为OFF。
1352 FS 控制期间检测到异常状态
FS 控制期间检测到错误状态。
[ 索引]
无
[ 字符串]
无
[ 代码]
FF: 控制区域错误
200: FS 控制量过大
1353 通过监视功能检测到加工错误
通过加工监视功能在监视区域检测到错误。
[ 索引]
无
[ 字符串]
无
[ 代码]
XXYYAABB
XX: 监视号
YY: 检测到错误的监视范围
11: 第1 上限
12: 第2 上限
21: 第1 下限
22: 第2 下限
AABB: 监视目标类型
AA=01: 相关机床操作
BB: 监视目标
01: 主轴负载
02: 车削主轴负载
03: X 轴负载
04: Y 轴负载
05: Z 轴负载
06: A 轴负载
07: B 轴负载
08: C 轴负载
09: 振动
0A: 主轴转速
0B: 车削主轴转速
AA=02: 追加通道
BB: 追加通道号
[ 可能的故障位置]
硬件故障
错误的设定值
[ 采取的措施]
检查机床状态。
再检查上限值和下限值。
1354 车削模式不可用
车削模式不可用时指定了车削模式接通G 指令(G149)。
[ 索引]
无
[ 字符串]
无
[ 代码]
1: 尽管齿轮不是主轴低速齿轮,可还是指定了车削模式接通G 代码(G149)。
1355 DTLC: Gauge output limit over
在刀具振动测量中,测量设备的输出值超出了上限。
[ 索引]
无
[ 字符串]
无
[ 代码]
十六进制测量值
1682 MCS Detected speed error by MAGNETIC ENCODER
电磁编码器检测到的速度反馈值与电流频率监测到
的速度之差过大。
[ 索引]
轴或无( 主轴)
[ 字符串]
无
[ 代码]
XXXXYYYY:
XXXX= 检测到的速度参考值
YYYY= 检测到的速度值
[ 可能的故障位置]
电机或电机配线
伺服数据文件
电磁编码器或该信号线
电磁编码器齿轮
电磁编码器
1683 MCS 旋转编码器5 初始失败
旋转编码器5( 其他厂家制造) 的初始化失败。
[ 索引]
轴或无( 主轴)
[ 字符串]
无
[ 代码]
细节尚未确定。
[ 可能的故障位置]
旋转编码器5( 其他厂家制造)
编码器链接电缆或连接器
变频器装置控制板
1684 MCS 旋转编码器5 错误
旋转编码器5( 其他厂家制造) 检测到一个错误。
[ 索引]
轴或无( 主轴)
[ 字符串]
无
[ 代码]
细节尚未确定。
[ 可能的故障位置]
旋转编码器5( 其他厂家制造)
1685 MCS 旋转编码器4 初始失败
旋转编码器4(Heidenhain 制造) 的初始化失败。
[ 索引]
轴或无( 主轴)
[ 字符串]
无
[ 代码]
细节尚未确定。
[ 可能的故障位置]
旋转编码器4(Heidenhain 制造)
编码器链接电缆或连接器
变频器装置控制板
1686 MCS 旋转编码器4 错误
旋转编码器4(Heidenhain 制造) 无法进行检测。
[ 索引]
轴或无( 主轴)
[ 字符串]
无
[ 代码]
细节尚未确定。
[ 可能的故障位置]
旋转编码器4(Heidenhain 制造)
编码器链接电缆或连接器
变频器装置控制板
1687 MCS 旋转编码器3 初始失败
旋转编码器3(Heidenhain 制造) 的初始化失败。
[ 索引]
轴或无( 主轴)
[ 字符串]
无
[ 代码]
XXYYZZZZ
XX= 错误检测时的E 链接顺序号
0:复位
1:网址设定
2:请求发送通信的基本信息
3:通信版本改变
4:获取设备信息
5:改变参数
6:位置检测起动
7:AT 模式起动
YY= 错误内容
0:通信错误
1:传输开始时间超时
2:传输结束时间超时
3:接收结束时间超时
4:响应地址异常
5:响应代码异常
6:参数错误
ZZZZ= 数据
如果YY=0,
错误检测时的编码器链接状态
如果YY=1、2、3,
传输的帧信息
如果YY=4,
响应设备的网址
如果YY=5,
接收的帧信息
如果YY=6,
表示被检测到有误的参数号。
1:接收的参数数目不足
2:通信的基本信息不兼容
3:多回转检测范围不匹配
4:通信协议版本不兼容
[ 可能的故障位置]
旋转编码器3(Heidenhain 制造)
编码器链接电缆或连接器
变频器装置控制板
1688 MCS 旋转编码器3 错误
旋转编码器3(Heidenhain 制造) 无法进行检测。
[ 索引]
轴或无( 主轴)
[ 字符串]
无
[ 代码]
XX= 旋转编码器3 状态
位7: 报警
位6: 通信错误(Endat IF 侧)
位5: 未定义
位4: 未定义
位3: 未定义
位2: 通信错误( 每次Elink 侧通信错误检测时触发)
位1: 未定义
位0: 用于报警判断( 位0=1: 编码器侧报警)
YY= 线性光栅尺1 的报警代码
如果XX=81,
位7: 响应地址异常
位6: 未定义
位5: 过电流
位4: 电源电压低
位3: 过电压
位2: 位置数据错误
位1: 信号振幅异常
位0: 光学尺故障
如果XX=80,
43:编码器无响应
44:编码器ID 错误
如果XX=C0,
10、20:网关接收错误
46:CRC 错误
[ 可能的故障位置]
旋转编码器3(Heidenhain 制造)
1689 MCS 旋转编码器2 错误
旋转编码器2(INA Bearing 制造) 无法进行检测。
[ 索引]
轴或无( 主轴)
[ 字符串]
无
[ 代码]
XXXXYYYY:
XXXX= 异常内容
000A[HEX]:A 相电压异常
000B[HEX]:B 相电压异常
YYYY= 错误数据
如果XXXX[HEX]=000A:A 相电压值
如果XXXX[HEX]=000B:B 相电压值
[ 可能的故障位置]
旋转编码器2(INA Bearing 制造)
1690 MCS 旋转编码器1 初始失败
旋转编码器1( 旋转感应式传感器) 初始化时发生错误。
[ 索引]
轴或无( 主轴)
[ 字符串]
无
[ 代码]
XXYYZZZZ
XX= 错误检测时的E 链接顺序号
0:复位
1:网址设定
2:请求发送通信的基本信息
3:通信版本改变
4:获取设备信息
5:改变参数
6:位置检测起动
7:AT 模式起动
YY= 错误内容
0:通信错误
1:传输开始时间超时
2:传输结束时间超时
3:接收结束时间超时
4:响应地址异常
5:响应代码异常
6:参数错误
ZZZZ= 数据
如果YY=0,
错误检测时的编码器链接状态
如果YY=1、2、3,
传输的帧信息
如果YY=4,
响应设备的网址
如果YY=5,
接收的帧信息
如果YY=6,
表示被检测到有误的参数号。
1:接收的参数数目不足
2:通信的基本信息不兼容
3:多回转检测范围不匹配
4:通信协议版本不兼容
[ 可能的故障位置]
旋转感应式传感器
编码器链接电缆或连接器
变频器装置控制板
1691 MCS 旋转编码器1 错误
旋转编码器1( 旋转感应式传感器) 无法进行检测。
[ 索引]
轴或无( 主轴)
[ 字符串]
无
[ 代码]
XXYYZZZZ
XX= 旋转感应式传感器状态
位7: 报警
位2: 通信错误
8X: 输出振幅正常
9X: 输出振幅小
AX: 输出振幅大
BX: 输出振幅过小
YY= 旋转感应式传感器的报警代码
00:未开始
01:停止指令停止
02:控制参数错误
0E: 同步错误
0F: 励磁输出错误
11:B 相AD 偏置电压低
12:A 相AD 偏置电压低
13:A、B 相AD 偏置电压低
15:B 相AD 偏置电压高
16:A 相AD 偏置电压高
17:A、B 相AD 偏置电压高
25:B 相信号振幅过大
26:A 相信号振幅过大
27:A、B 相信号振幅过大
29:信号振幅过小
2D: B 相信号振幅过小
2E: A 相信号振幅过小
2F: A、B 相信号振幅过小
80 到FF: CPU 错误
ZZZZ= 旋转感应式传感器位置数据
每个螺距的位置数据
[ 可能的故障位置]
旋转感应式传感器
1692 MCS 线尺4 初始失败
线性光栅尺4( 其他厂家制造) 初始化时发生错误。
[ 索引]
轴或无( 主轴)
[ 字符串]
无
[ 代码]
细节尚未确定。
[ 可能的故障位置]
线性光栅尺4( 其他厂家制造)
编码器链接电缆或连接器
变频器装置控制板
1693 MCS 线尺4 错误
线性光栅尺4( 其他厂家制造) 无法进行检测。
[ 索引]
轴或无( 主轴)
[ 字符串]
无
[ 代码]
细节尚未确定。
[ 可能的故障位置]
线性光栅尺4( 其他厂家制造)
1694 MCS 线尺3 初始失败
线性光栅尺3(Heidenhain 制造) 初始化时发生错误。
[ 索引]
轴或无( 主轴)
[ 字符串]
无
[ 代码]
细节尚未确定。
[ 可能的故障位置]
线性光栅尺3(Heidenhain 制造)
编码器链接电缆或连接器
变频器装置控制板
1695 MCS 线尺3 错误
线性光栅尺3(Heidenhain 制造) 无法进行检测。
[ 索引]
轴或无( 主轴)
[ 字符串]
无
[ 代码]
细节尚未确定。
[ 可能的故障位置]
线性光栅尺3(Heidenhain 制造)
1696 MCS 线尺2 初始失败
线性光栅尺2(Heidenhain 制造) 初始化时发生错误。
[ 索引]
轴或无( 主轴)
[ 字符串]
无
[ 代码]
XXYYZZZZ
XX= 错误检测时的E 链接顺序号
0:复位
1:网址设定
2:请求发送通信的基本信息
3:通信版本改变
4:获取设备信息
5:改变参数
6:位置检测起动
7:AT 模式起动
YY= 错误内容
0:通信错误
1:传输开始时间超时
2:传输结束时间超时
3:接收结束时间超时
4:响应地址异常
5:响应代码异常
6:参数错误
ZZZZ= 数据
如果YY=0,
错误检测时的编码器链接状态
如果YY=1、2、3,
传输的帧信息
如果YY=4,
响应设备的网址
如果YY=5,
接收的帧信息
如果YY=6,
表示被检测到有误的参数号。
1:接收的参数数目不足
2:通信的基本信息不兼容
3:多回转检测范围不匹配
4:通信协议版本不兼容
[ 可能的故障位置]
线性光栅尺2(Heidenhain 制造)
编码器链接电缆或连接器
变频器装置控制板
1697 MCS 线尺2 错误
线性光栅尺2(Heidenhain 制造) 无法进行检测。
[ 索引]
轴或无( 主轴)
[ 字符串]
无
[ 代码]
XXYYZZZZ
XX= 线性光栅尺2 状态
位7: 报警
位6: 通信错误
位5: 警告级别
位4: 检查级别
位3: 未定义
位2: 通信错误( 每次检测时触发)
位1: 未定义
位0: 用于报警判断( 位0=1: 编码器侧发生报警。)
YY= 线性光栅尺2 的报警代码
如果YY=81,
位7: 响应地址异常
位6: 未定义
位5: 过电流
位4: 电源电压低
位3: 过电压
位2: 位置数据错误
位1: 信号振幅异常
位0: 光学尺故障
如果YY=80,
01:停止指令停止
02:控制参数错误
0E: 同步错误
44:编码器ID 错误
如果YY=C0,
10、20:网关接收错误( 其它)
46:CRC 错误
47:正计时错误
48:应答错误。 应答数据错误。
49:超时错误
ZZZZ= 线性光栅尺2 位置数据
每2mm 螺距的位置数据
[ 可能的故障位置]
线性光栅尺2(Heidenhain 制造)
1698 MCS 线尺1 初始失败
线性光栅尺1(Mitsutoyo 制造) 初始化时发生错误。
[ 索引]
轴或无( 主轴)
[ 字符串]
无
[ 代码]
XXYYZZZZ
XX= 错误检测时的E 链接顺序号
0:复位
1:网址设定
2:请求发送通信的基本信息
3:通信版本改变
4:获取设备信息
5:改变参数
6:位置检测起动
7:AT 模式起动
YY= 错误内容
0:通信错误
1:传输开始时间超时
2:传输结束时间超时
3:接收结束时间超时
4:响应地址异常
5:响应代码异常
6:参数错误
ZZZZ= 数据
如果YY=0,
错误检测时的编码器链接状态
如果YY=1、2、3,
传输的帧信息
如果YY=4,
响应设备的
网址
如果YY=5,
接收的帧信息
如果YY=6,
表示被检测到有误的参数号。
1:接收的参数数目不足
2:通信的基本信息不兼容
3:多回转检测范围不匹配
4:通信协议版本不兼容
[ 可能的故障位置]
线性光栅尺1(Mitsutoyo 制造)
编码器链接电缆或连接器
变频器装置控制板
1699 MCS 线尺1 错误
线性光栅尺1(Mitsutoyo 制造) 无法进行检测。
[ 索引]
轴或无( 主轴)
[ 字符串]
无
[ 代码]
XXYYZZZZ
XX= 线性光栅尺1 状态
位7: 报警
位6: 通信错误
位2: 通信错误( 每次检测时触发)
位0: 用于报警判断( 位0=1: Mitsutoyo 光栅尺侧报警)
YY= 线性光栅尺1 的报警代码
如果XX=81,
位7: 速度过大
位6: 通信错误
位5: EEPROM 错误
位4: CPU 错误
位3: 静电容量错误
位2: 光电错误
位1: 数码匹配错误
位0: 初始化错误
如果XX=80,
43:Mitsutoyo 光栅尺无响应
44:Mitsutoyo 光栅尺ID 错误
如果XX=C0,
00 到3F: 网关接收错误
46:REQ 超时错误
ZZZZ= 线性光栅尺1 位置数据
每2mm 螺距的位置数据
[ 可能的故障位置]
线性光栅尺1(Mitsutoyo 制造)
1701 紧急停止
紧急停止按钮被按下.
[ 索引]
无
[ 字符串]
无
[ 代码]
无
[ 采取的措施]
在解决引起紧急停止按钮被按下的原因之后, 复位并按CONTROL ON
按钮.
1702 轴电机过载
X-,Y-,Z- 轴的超载的中继出错.
[ 索引]
轴#[ 字符串] 无
[ 代码]
无:轴电机过载。
1:X 轴线性电机过载信号
关闭3 秒以上。
2:Y 轴线性电机过载信号
关闭3 秒以上。
[ 可能的故障位置]
1) 在过载条件下切削.
2) 电机负载高是由于不充分的导轨润滑.
3) 轴驱动电机故障.
[ 采取的措施]
关闭电源以冷却电机.
1703 轴联锁
在自动模式操作中, 被给予轴移动指令的轴的移动状态已经断开5 秒
或5 秒以上.
在ATC 或APC 操作时, 脉冲控制移位开关打开.
[ 索引]
轴
[ 字符串]
无
[ 代码]
机床诊断数量十六进制
1704 行程终端超出
X-,Y-,Z- 轴的行程终端极限开关启动.
[ 索引]
无
[ 字符串]
无
[ 代码]
无
[ 可能的故障位置]
1) 有错误的系统参数设定
2) 极限开关的故障
[ 采取的措施]
在检查屏面找出哪一个极限开关启动, 将超程的轴向行程中部移动.
[ 供参考的指令手册]
维护手册
1705 顺序计数器超出
异常的ATC,APC 或AAC 操作次序号
[ 索引]
无
[ 字符串]
无
[ 代码]
无: ATC
80: APC
100: AAC
[ 可能的故障位置]
1) 有错的PLC 程序
2) FCP 板
[ 采取的措施]
1) 运行新版的PLC 程序.
2) 更换FCP 板.
1706 主轴超速
当前主轴速度已超出齿轮或绕组设定的最高速度125%.
[ 索引]
无
[ 字符串]
无
[ 代码]
无
[ 可能的故障位置]
1) 主轴VAC 数据文件
2) 主轴VAC 驱动单元
3) 主轴脉冲发生器
1707 主轴旋转联锁
保持主轴旋转的条件
关闭0.5 秒或更长时间,在主轴
旋转时.
[ 字符串]
无 : 普通轴
SS05 : 关于MCR-AF, 主轴刀具的夹紧信号
会在超级轴旋转时保持关闭达0.5 秒或以上.
SS06 : 关于MCR-AF, 主轴刀具的夹紧正常信号
会在超级轴旋转时保持关闭达0.5 秒或以上.
SS07 : 关于MCR-AF, 主轴刀具搅打缸确认信号
会在超级轴旋转时保持关闭达0.5 秒或以上
SS08 : 关于MCR-AF, 主轴刀具松开信号会在
超级轴旋转时保持关闭达0.5 秒或以上.
SS09 : 关于MCR-AF, 在超级轴旋转时没有用于
超级轴的刀具,被选作为活动刀具 .
[ 代码]
1 : 主轴旋转时, 滚针润滑油
压力确认信号在固定时间内
接通.
XXXX : 十六进制的机床诊断号码.
[ 可能的故障位置]
1) 机械禁止主轴旋转。
2) 限位开关的故障导致主轴旋转
1708 刀库系统正被检查
没有采取措施处理该报警.
1709 外部
外部设备如机械手或装载器发生故障.
[ 索引]
无
[ 字符串]
无
[ 代码]
无 : 装备机械手或装载器机床的机器人或装载器控制单元存在报警.
3 : 外部报警A 信号关闭。
10 : 在转位工作台出现报警.
20 : 关于MCR-AF, 当超级轴被缚,变频器异常信号会接通.
21 : 关于MCR-AF, 当超级轴被缚,变频器运行信号会
关闭达1 秒或以上.
22 : 关于MCR-AF, 当活动刀具用于超级轴时,超级轴
确认信号会接通.
30 : 已倾斜的设定工位.
40 : 夹具错误.
60 : 超声波处理单元的过载信号
在固定时间内接通.
61 : 超声波处理单元的温度异常
信号在固定时间内
接通.
62 : 超精加工单元的异常信号
在固定时间内接通.
63 : 主轴旋转时, 手动安装刀具
拆卸确认信号关闭.
[ 可能的故障位置]
(1) 机械手或装载器控制单元出现故障.
(2) 转位工作台出现故障.
1710 过多的速度偏差
对该报警没有采取措施.
1711 气压下降
供给机床的气压已下降.
[ 索引]
无
[ 字符串]
无
[ 代码]
10: 当发出喷油命令后, 喷油气压正常信号被关闭.
11:C- 轴分度时, 升压正常信号关闭0.5 秒以上.
12: 气压正常信号会关闭3 秒或以上.
13: 跳汰机气压下降.
14: 附件C- 轴索引命令发出3 秒后,风压正常信号才会接通.
16:气压正常信号关闭时间超过了
主轴旋转的恒定时间。
19: 干燥空气过滤器正常信号关闭时间
超过了固定时间。
20: 阻塞的空气干燥信号保持关闭30 秒以上.
21: 当油气气压打开时,气压正常信号会关闭
3 秒。
22: 气罐压力正常信号关闭时间
超过了固定时间。
30: 关于MCR-AF, 在超级轴输出空气期间,超级轴气压
确认信号会关闭3 秒或以上.
1712 行程终端极限解除
除手动操作方式外, 行程终端极限复位按钮被按下.
[ 索引]
无
[ 字符串]
无
[ 代码]
无
[ 采取的措施]
在手动方式中执行行程终端极限复位操作.
1713 轴变换控制错误
轴转换时因ATC
. 发生错误
[ 索引]
无
[ 字符串]
无
[ 代码]
3:信号输出至换档
电磁阀后5 秒内,
限位开关未接通。
[ 可能的故障位置]
1) 移位轮轴销与销孔未调准.
[ 采取的措施]
1) 将销与销孔调准.
1714 VAC 未就绪
即使轴电源接通信号被打开,NC 也没在[7.MCS] 机床系统参数中设定的
“1.MCS 控制时间” 之内传送主轴操作就绪信号.
[ 索引]
无
[ 字符串]
无
[ 代码]
无
[ 采取的措施]
1) 增加参数设定时间# 2) 改变VAC 单元.
1715 冷却液低位
冷却液位低.
在执行高压过刀具冷却指令时, 冷却液箱内的浮动开关关闭冷却液
正常信号或打开冷却液错误信号.
[ 索引]
无
[ 字符串]
无
[ 代码]
无: 当输出高压过刀具冷却信号时NC 检测该报警.
1:. 冷却信号由箱2 的油量下限信号保持关闭3 秒以上.
2: 隔离水箱2 的水量下限信号保持关闭3 秒以上.
10: 低冷却液位信号保持打开3 秒以上.
31:冷却液箱水平降低。
32: 油孔( 使用主轴冷却液) 箱水平降低.
33: 高压油孔( 使用主轴冷却液) 箱水平降低.
36: 中压油孔( 过主轴
冷却液) 箱水平降低.
37: 轴保护盖冲洗箱水平降低.
[ 采取的措施]
向水箱供应冷却液.
1716 过刀具冷却液过滤器阻塞
过刀具冷却液箱中的过滤器阻塞.
[ 索引]
无
[ 字符串]
无
[ 代码]
无: 当输出过刀具冷却信号时,NC 检测该报警.
2: 管路过滤器阻塞.
6: 虹吸管路过滤器阻塞.
10: 当输出冷却液泵电机打开信号时,NC 检测该报警.
[ 可能的故障位置]
(1) 过滤器阻塞.
(2) 阻塞检测压力开关出现故障.
[ 采取的措施]
清洁过滤器.
1717 参数转移错误
内置PLC 和NC 之间的数据转移没有正常执行.
[ 索引]
无
[ 字符串]
无
[ 代码]
:XXYYZZZZ
XX: 分类编号( 十六进制)
YY: 项目编号( 十六进制)
XX=1: 通用变量
YY=00( 一直)
XX=11: 回零位置
YY=00( 一直)
XX=14: 刀库刀具数据
YY=00: 工作刀具
YY=01: 下一个刀具
YY=02: 刀库套刀具
XX=19: 附件数据表
YY=00( 一直)
XX=1A: 单触IGFXM 附件数据
YY=00: 附件数据A
YY=01:
YY=02:
YY=03:
YY=04:
XX=65:PLC 轴数据
YY=00( 一直)
ZZZZ: 错误代码( 十六进制)
=0001: 窗口功能数据
=0002: 窗口数据分类编号
=0003: 窗口数据项目编号
=0004: 窗口数据轴编号
=0005: 窗口数据编号
=0006: 窗口数据格式
=0007: 窗口数据长度
=0008: 窗口数据段编号
=000B: 设定范围超出
=000C: 写错误
=000D: 数据上溢
=000E: 数据下溢
=000F: 空
1718 液压泵电机过载
保护液压泵电机的过载中继断开.
[ 索引]
无
[ 字符串]
无 : 组合单元
‘ATC’: ATC 的液压动力单元
‘APC’: APC 的液压动力单元
‘W’ : W 轴平衡器的液压动力单元
[ 代码]
10: 液压单位输入确认已关闭超过1 秒
11: 刀库侧换刀臂的液压
单元输入确认已关闭1 秒
以上。
12:MG 的液压单元输入确认
已关闭1 秒以上。
13:液压单元ON 时,
主轴单元的液压单元输入确认
已关闭1 秒以上。
14:液压单元2 输入确认信号
在固定时间内关闭。
15:W 轴夹紧液压油泵输入
确认信号在固定时间内
关闭。
[ 可能故障位置]
1) 有故障的液压泵电机
[ 采取的措施]
重置液压泵单元或组合单元内部的过载中继.
[ 供参考的指令手册]
组合单元的指令手册
1719 控制电路断路器
EC 电路控制
电源的断路器接通。
[ 索引]
无
[ 字符串]
无
[ 代码]
1
[ 采取的措施]
然后, 再接通电源.
1720 变压器过热
线电压转换变压器过热.
[ 索引]
无
[ 字符串]
无
[ 代码]
1
[ 采取的措施]
关闭电源并冷却变压器.
1721 电源开/ 关次序错误
当电源切断和电源接通时NC 通过检查轴动作控制开中继而发现电源
电路的一个异常.
[ 索引]
无
[ 字符串]
无
[ 代码]
3
[ 可能的故障位置]
用于紧急停止的100 毫秒延时计时器( 的故障) 和打开或关闭PLC 的轴
控开中继的故障
1722 门联锁复位
在具有关闭D/U 功能的门联锁功能的机床上, 当D/U 的状态从关变为开后,
指令位置和编码器检测位置的距离超过极限在具有关闭D/U 功能的门
联锁功能且正进行同步攻丝的机床上, 当D/U 状态从开变为关或D/U 状态
从开变为关时, 指令主轴度数和编码器检测主轴度数的差别超过极限
角度( 多于1 度).
[ 索引]
轴名或无( 主轴)
[ 字符串]
无
[ 代码]
指令点和编码器检测点之间的差为十六进制数( 参考单元)
[ 可能的故障位置]
当D/U 关时, 轴( 主轴或线性轴) 被手动移动.
[ 采取的措施]
重置NC.
[ 相关的规格]
门联锁功能的D/U 关闭功能.
1723 门联锁
在具有门联锁功能的机床上, 在操作轴主轴ATC 和APC 时门打开.
或者在不必开门时门打开。
或者尽管发出了门锁定指令,但是未完成门锁定。
[ 索引]
无
[ 字符串]
无: 门
BARR: 光电开关
[ 代码]
1: 不正确的操作.
2: 门关闭确认极限开关故障或止动销不在位置
10: 当正门关闭指令发出时, 安全橡胶开关或光电开关关闭
11: 当正门关闭时安全橡胶开关或光电开关关闭
12:当正门关闭指令发出时,
区域传感器报警检测信号
关闭。
13:当正门关闭时,
区域传感器检测信号关闭。
20: 安全门或外部单元护板打开
30: 当顶门打开或关闭时,
操作门解锁。
31:当操作门解锁时,
发出了顶门打开或关闭指令。
40:当APC 循环中的输出关闭时,
APC 循环的继电器接通。
41:APC 循环中的输出打开后,
APC 循环中的继电器
未在0.2 秒内接通。
42:当APC 循环中的输出打开时,
APC 循环的继电器断开。
43:APC 循环中的输出关闭后,
APC 循环中的继电器
未在0.2 秒内断开。
50:机械手/ 装载器运行时,
操作门关闭确认信号或锁定确认信号
关闭5 秒。
51:轴、主轴、排屑器、ATC
和APC 运行时,
APC 门和防溅罩打开。
100:发出夹具( 卡盘) 松开/ 夹紧指令时,
操作门打开且区域传感器信号
关闭。
101:发出夹具( 卡盘) 松开/ 夹紧指令时
或在夹具( 卡盘) 松开/ 夹紧期间,
操作门打开且区域传感器报警检测信号
关闭。
102:发出尾座前进/ 回退/ 点动指令时
或在尾座移动期间,
操作门打开且区域传感器信号
关闭。
103:轴移动时,
操作门打开且区域传感器信号关闭。
104:主轴运行时,
操作门打开且区域传感器信号关闭。
105:发出正门关闭指令时,
安全橡胶开关关闭。
106:正门关闭期间,
安全橡胶开关关闭。
107:发出正门关闭指令时,
区域传感器信号关闭。
108:正门关闭期间,
区域传感器信号关闭。
109:发出夹具( 卡盘) 松开/ 夹紧指令时,
正门打开且区域传感器信号
关闭。
[ 采取的措施]
1: 当轴进给或主轴旋转时, 保持门关闭.
2: 当门关闭确认极限开关有故障时予以更换.
当门关闭时通过拍打门关闭确认极限开关来调整止动销.
10: 如果门内卡住东西, 予以清除.
检查安全橡胶开关和光电开关.
11: 如果门内卡住东西, 予以清除.
检查安全橡胶开关和光电开关.
20: 关闭安全门或外部单元护板.
1724 门开/ 关极限不良.
当电源打开时, 操作门或正门的开/ 关终端极限开关同时开或关.
[ 索引]
无
[ 字符串]
无
[ 代码]
无
[ 可能的故障位置]
门开/ 关结束极限开关故障
[ 采取的措施]
检查并更换有故障的门开/ 关终端极限开关.
1725 门开确认
自动门开确认信号接通1 秒内关闭.
在门开指令发出后1 分钟内, 门开没有被确认.
在门关指令发出后5 秒内, 门关没被确认.
[ 索引]
无
[ 代码]
无: 当门开指令( 在用于侧装载APC 的托架A 侧) 发出时, 门开确认信号
接通后保持关闭1 秒钟.
1: 当托架A 侧的门开指令发出时, 门开确认信号接通后, 保持
关闭1 秒钟.
2: 当托架A 侧的门开指令
发出时,门开
确认信号会在轵启前
保持关闭达1 秒。
3: 当托架B 侧的门开指令
发出时,门开
确认信号会在轵启前
保持关闭达1 秒。
4: 当托架A 门开指令发出后,
门开确认信号
会接通,但信号不能在1 分钟内
关闭。
5: 门开确认信号接通,当
托架B 门开指令
发出后。但信号不能在1 分钟内
关闭。
6: 在执行门开托架A 上的门关
命令时,确认信号接通
达5 秒以上。
7: 在执行门开托架B 上的门关
命令时,确认信号接通
达5 秒以上。
8: 当APC 位于托架A 的
初始位置时,门开确认信号
会接通。
9: 当APC 位于托架B 的
初始位置时,门开确认信号
会接通。
10: 当门开确认指令发出时, 门开确认信号接通但信号没有在1 分钟
内关闭.
11: 当APC 定位在起始点时, 门开确认信号接通.
12: 当门2 开指令
发出时,门2 开
确认信号接通后
保持关闭达1 秒。
13: 当门2 开指令发出时,
门2 开确认信号接通,
但信号未在1 分钟内
接通。
14: 执行门2 关指令时,
门2 开确认信号持续接通
达5 秒以上。
15: 当APC 定位
在起始位置时,门2 开确认信号
接通。
OFF: 当执行门关指令时, 门开确认信号保持接通5 秒以上.
1726 主轴过载
主轴负荷检测仪中继由于过载而被接通.
[ 索引]
无
[ 字符串]
无
[ 代码]
无
[ 可能的故障位置]
1) 在过载的条件下切削
2) 主轴负荷检测仪中继设定误差
3) 在”4. 主轴过载时间”[6. 主轴] 机床用户参数设定的启动电流抗扰
周期的误差.
1727 PLC 系统故障
1727 PLC 系统故障
没有PLC 系统代码数据文件载入内存.
[ 索引]
无
[ 字符串]
无
[ 代码]
1
1728 油- 气润滑
在油气润滑单元产生一个错误.
[ 索引]
无
[ 字符串]
无
[ 代码]
无: 当操作油- 气润滑单元的信号接通时, 油- 气润滑单元正常信号保持
关闭1 秒钟以上.
或, 油- 气润滑单元错误信号保持接通1 秒以上.
1 : 油- 气润滑单元OK 信号保持关闭1 秒以上.
2 : 油- 气压力OK 信号保持关闭1 秒以上.
20: 油- 气润滑泵正常信号保持关闭1 秒以上.
21: 当泵启动开关为关闭时, 油- 气低压检测器不关闭.
22: 油- 气压力增长检测器没有在泵启动开关开启以生45 秒内接通.
23: 在泵启动输出信号关闭前, 油气压力增长检测器变为无效.
24: 在泵启动输出信号接通前, 油气压力增长检测器变为有效.
25 : 油- 气润滑液面下降信号保持关闭3 秒以上.
26: 在泵起动输出信号接通前,油气润滑单元压力检测器会关闭.
27: 当泵启动开关为关闭时,油气润滑单元压力检测器会不接通.
28: 当泵启动开关为接通时,油气润滑单元压力检测器保持接通.
29: 当泵启动开关断开时,油气油压正常信号未
关闭。
30: 在油- 气润滑单元供气阀门
输出信号接通前,空气压力
正常信号接通。
1729 PLC 数据文件
PLC 数据文件没有正常载入.
[ 索引]
无
一个PLC 相关数据文件没有正确载入.
[ 索引]
无
[ 字符串]
无
[ 代码]
1 : PLC 常量数据文件
2 : ATC 逻辑数据文件
3 : APC 逻辑数据文件
4 : AAC 逻辑数据文件
[ 可能的故障位置]
数据文件未安装.
[ 采取的措施]
安装数据文件.
1730 循环时间超出
循环( 从启动到M02 或M30 的时间) 超过了设定参数值.
[ 索引]
无
[ 字符串]
无
[ 代码]
无
1731 工件夹紧丢失
在一个具有卡盘误差检测功能的机床中, 在就位条件的稳定监视期间,
就位条件确认信号保持关闭0.5 秒以上.
在稳定的夹具接合确认监视期间夹具接合确认信号输入保持关闭0.5 秒
以上.
[ 索引]
无
[ 字符串]
L : 工件左侧
R : 工件右侧
夹具1 : 夹具1 或卡盘1
夹具2 : 夹具2 或卡盘2
夹具3 : 夹具3 或卡盘3
[ 代码]
1 : 当主轴运行时就位条件确认信号1 关闭.
2 : 当主轴运行倾斜单元时,就位条件确认信号关闭.
3 : 夹紧确认信号关闭。
4 : 第2 夹紧确认信号关闭。
20 : 当主轴运行时, 夹具接合确认信号关闭.
101 : 当主轴运行时,就位条件确认信号1 关闭。
201 : 当主轴运行时就位条件确认信号2 关闭.
301 : 当主轴运行时, 就位条件确认信号3 变为关闭.
401 : 当主轴运行时,就位条件确认信号4 关闭。
501 : 当主轴运行时,就位条件确认信号5 关闭。
601 : 当主轴运行时,就位条件确认信号6 关闭。
701 : 当主轴运行时,就位条件确认信号7 关闭。
801 : 当主轴运行时,就位条件确认信号8 关闭。
1732 机床轴行程极限超出
机床轴的行程终点极限开关(ATC 传输器直轴,AAC 传输器,APC 传输器等)
变为有效
当PLC 轴紧急停止信号关闭时该报警出现.
[ 索引]
无
[ 字符串]
无
[ 代码]
无
[ 可能的故障位置]
1. 机床轴参数没有正确设定.
2. 极限开关有故障.
1733 PLC 系统数据
当ATC,APC 等的逻辑数据有任何问题时该报警产生.
[ 索引]
无
[ 字符串]
ATC : ATC 逻辑数据
APC : APC 逻辑数据
[ 代码]
数据地址
[ 采取的措施]
重新安装控制软件.
1734 次序计数器超出
当ATC,APC 的操作数是一个正确的值时该报警发出.
[ 索引]
无
[ 字符串]
无
[ 代码]
无 : ATC
80 : APC
100 : AAC
[ 采取的措施]
重新安装控制软件.
1735 液压单元油位低
当液压单元接通时组合单元的液压油位正常信号保持关闭3 秒以上.
或, 液传油位错误信号保持关闭3 秒以上.
[ 索引]
无
[ 字符串]
无: 组合单元
APC:APC 液压单元
[ 代码]
无: 当液压单元接通时,组合
单元的液压油位正常信号
保持关闭3 秒以上。
或,液传油位错误信号
保持关闭3 秒以上。
1: 液压单元2 的液压油位标准
液面开关在固定时间内
关闭。
1736 主轴头润滑电机超载
当液压单元接通时, 组合单元润滑泵操作信号操持关闭1 秒以上.
[ 索引]
无
[ 字符串]
无
[ 代码]
无
1737 主轴头润滑油面低
当液压单元接通时, 组合单元液压油位正常信号断开3 秒以上.
或, 液压油位错误信号接通3 秒以上.
[ 索引]
无
[ 字符串]
无
[ 代码]
无
1738 门开/ 关应答
在一个门开/ 关指令发出后,在机床系数No.12 “1. 门开/ 关监视时间”
设定的时间内, 指令输出和状态输入不匹配并且无门开/ 关应答返回.
[ 索引]
无
[ 字符串]
无
[ 代码]
1 : 门的打开未被确认.
2 : 门的关闭未被确认.
3 : 门锁销的回退未被确认.
4 : 顶门的打开
未被确认。
5 : 顶门的关闭
未被确认。
[ 可能的故障位置]
(1) 门有故障.
(2) 门开/ 关确认极限开关有故障.
(3) 东西或人卡住门.
(4) 门锁销有故障.
[ 采取的措施]
(1) 调整门使它能平滑的开和关.
(2) 调整极限开关使其正确操作或者更换.
(3) 去除卡门的东西.
[ 相关的功能]
自动门开/ 关
1739 压缩机故障
空气压缩机错误信号保持接通1 秒以上.
或,正常信号保持关闭1 秒以上.
[ 索引]
无
[ 字符串]
无
[ 代码]
无
1740 液压下降
夹具液压单元
液压正常信号保持关闭3 秒以上. 或, 异常信号保持接通3 秒以上.
[ 索引]
无
[ 字符串]
无: 组合单元
APC: APC 液压单元.
[ 代码]
无:夹具液压单元
10:液压标准开关
关闭
3 秒以上。
12:MG 液压单元压力正常信号
确认
关闭3 秒以上。
13:液压单元2 的液压标准
开关在固定时间内
关闭。
1741 尾座前进极限
当主轴运行时, 在尾座前进指令发出后, 尾座超出前进极限.
[ 索引]
无
[ 字符串]
无
[ 代码]
1:尾座1 超出前进极限。
2:尾座2 超出前进极限。
1742 尾座条件
当主轴运行时, 尾座恒速确认极限开关保持关闭0.5 秒以上.
[ 索引]
无
[ 字符串]
无
[ 代码]
1: 在主轴旋转期间, 尾座工作保持检查信号关闭0.5 秒以上.
1743 冷却单元
冷却单元正常信号关闭或异常信号接通.
[ 索引]
无
[ 字符串]
无
[ 代码]
无: 冷却液箱液面正常信号关闭或异常信号接通.
2:冷却液箱液面正常信号
关闭。
3:冷却液压力检测信号
关闭。
10: 当过刀具冷却系统操作时, 高压冷却单元正常信号保持关闭3 秒
以上.
或异常信号保持接通3 秒以上.
11: 空吸泵异常检测信号接通.
20: 冷却系统OK 信号关闭.
21: 当油雾指令发布时或油雾,
异常信号在油雾输出期间定时器预订
的时间保持接通时,油雾异常信号接通。
22:冷却液集中抽吸泵
接通确认信号保持关闭1 秒
以上。
23:单元故障/ 信号关闭。
[ 代码]
5 位代码显示如下
XYZZZ:
X=
1: 电机过载传感器被启动.
2: 冷却液位下降到下限以下.
3: 冷却液位超过上限.
4: 过滤器阻塞.
5: 源压力已下降.
6: 流速已下降.
7: 冷却单元有故障.
Y=
0: 输入信号接通.
1: 输入信号关闭.
ZZZ=
: 输入信号地址. 检查绘图.
(Ex.)
2060C: 地址60C 处的信号接通表明低冷却液位.
11211: 地址211 处的信号关闭, 启动电机过载传感器.
4122C: 地址22C 处的信号关闭, 表明过滤器阻塞.
1744 机械手/ 装载器条件
当系统连接模式被选时, 机械手/ 装载器条件不正常.
[ 索引]
无
[ 字符串]
无
[ 代码]
无 :
10 : 在APC 操作时, 机械手/ 装载器回退位置信号关闭.
20 : 当APC 操作时, APC 运行信号会关闭.
1745 锁定开关不良
门锁销有故障.
如果操作门锁销有故障, 该报警以不带字符串的形式显示.
当刀库门锁销有故障时,’ATC’ 将显示为一个字符串.
当有两个或更多刀库门时,’ATC2′ 用于显示前门,’ATC1′ 用于显示后门.
[ 索引]
无
[ 字符串]
无 : 操作门
ATC : 刀库门
ATC1: 刀库1 的门, 刀库后门
ATC2: 刀库2 的门, 刀库前门
ATC3: 刀库3 的门, 刀库2 后门
ATC4: 刀库4 的门
APC : APC 安装门
[ 代码]
1 : 在一个门锁定命令发出后1 秒内门未锁.
2 : 在一个门锁定指令取消1 秒内门未开锁.
11: 在一个门锁定命令发出后1 秒内,前门托架A 未锁.
12: 在一个门锁定命令取消后1 秒内,前门托架A 未锁.
21: 在一个门锁定命令发出后1 秒内,前门托架B 未锁.
22: 在一个门锁定命令取消后1 秒内,前门托架B 未锁.
31: 在一个门锁定命令发出后1 秒内,后门托架A 未锁.
32: 在一个门锁定命令取消后1 秒内,后门托架A 未锁.
41: 在一个门锁定命令发出后1 秒内,后门托架B 未锁.
42: 在一个门锁定命令取消后1 秒内,后门托架B 未锁.
51:在发出机床前门锁定指令
后的指定时间内,
机床前门锁销
IN 确认信号未接通.
52:在发出机床前门解锁指令
后的指定时间内,
机床前门锁销
IN 确认信号未关闭.
53:在发出机床后门锁定指令
后的指定时间内,
机床后门锁销
IN 确认信号未接通.
54:在发出机床后门解锁指令
后的指定时间内,
机床后门锁销
IN 确认信号未关闭.
55:在发出附加安全门1
( 床身右侧的前门1) 锁定指令
后的指定时间内,附加安全门1
( 床身右侧的前门1)
锁销IN 确认信号
未接通.
56:在发出附加安全门1
( 床身右侧的前门1) 解锁指令
后的指定时间内,附加安全门1
( 床身右侧的前门1)
锁销IN 确认信号
未关闭.
57:在发出附加安全门2
( 床身右侧的前门2) 锁定指令
后的指定时间内,附加安全门2
( 床身右侧的前门2)
锁销IN 确认信号
未接通.
58:在发出附加安全门2
( 床身右侧的前门2) 解锁指令
后的指定时间内,附加安全门2
( 床身右侧的前门2)
锁销IN 确认信号
未关闭.
59:在发出附加安全门3
( 床身右侧的后门) 锁定指令
后的指定时间内,附加安全门3
( 床身右侧的后门)
锁销IN 确认信号
未接通.
60:在发出附加安全门3
( 床身右侧的后门) 解锁指令
后的指定时间内,附加安全门3
( 床身右侧的后门)
锁销IN 确认信号
未关闭.
61:在发出附加安全门4
( 床身左侧的后门) 锁定指令
后的指定时间内,附加安全门4
( 床身左侧的后门)
锁销IN 确认信号
未接通.
62:在发出附加安全门4
( 床身左侧的后门) 解锁指令
后的指定时间内,附加安全门4
( 床身左侧的后门)
锁销IN 确认信号
未关闭.
63:在发出操作门MG 前侧
锁定指令后的指定时间内,
操作门MG 的前侧锁销IN
确认信号未接通.
64:在发出操作门MG 前侧
解锁指令后的指定时间内,
操作门MG 的前侧锁销IN
确认信号未关闭.
1746 雾气润滑单元
主轴雾气润滑单元产生故障.
[ 索引]
无
[ 字符串]
无
[ 代码]
1: 油雾下降传感器保持接通2 秒以上.
2: 当空气接通循环为驱动油雾润滑泵被执行时, 油雾下降传感器连续
两个循环未接通.
3: 当电源接通时, 为驱动油雾润滑泵, 空气接通循环被执行. 在油雾
下降润滑传感器连续三次接通之前, 该循环被重复100 次.
4: 在油雾冷却液位正常信号关闭情况下, 空气接通输出用于驱动油雾
润滑单元的累积操作时间超过24 小时.
5: 当驱动油雾润滑单元的空气接通输出为ON 时, 油雾润滑驱动压力
正常信号关闭.
6: 主轴油雾下降传感器保持接通2 秒以上.
7: 当空气接通循环为驱动主轴油雾润滑泵被执行时, 主轴油雾下降
传感器连续2 个循环未接通.
8: 当电源接通时, 为驱动主轴油雾润滑泵, 空气接通循环被执行.
9: 在主轴油雾冷却液位正常信号关闭的条件下, 为驱动主轴油雾润滑
单元, 空气接通输出的累积操作时间已超过24 小时.
10: 当驱动主轴油雾润滑单元的空气接通输出为ON 时, 主轴油雾润滑
驱动压力正常信号变关闭.
11: 当过主轴空气吹动指令发出时, 空气过润滑单元油位正常信号
关闭.
12: 当适配器空气吹动指令发出时,输入信号” 空气过润滑单元油位
正常” 关闭.
13: 为驱动主轴油雾润滑泵在空气接通循环时, 主轴油雾下降润滑
传感器未接通.
14: 为驱动主轴油雾润滑泵, 在空气接通前, 连续三个循环主轴油雾
下降传感器接通.
15: 油雾错误信号保持接通3 秒以上.
16: 当空气接通周期为驱动主轴油雾润滑泵时,主轴油雾下降
传感器在连续3 个循环未接通.
17: 为主轴润滑单元的油供应异常确认信号关闭3 秒钟.
18: 为AT 润滑单元的油供应异常确认信号关闭3 秒钟.
19: 在油为油雾供应开始后,油未完成24 小时供应(驱动时间) .
1748 附件转位极限
用于B- 轴或C- 轴附件的转位极限启动.
[ 索引]
无
[ 字符串]
无
[ 代码]
1:B- 轴附件
2:C- 轴附件
[ 采取的措施]
根据AAC 恢复程序重新启动AAC.
1749 故障模式开关
[ 索引]
无
[ 字符串]
无: 联锁模式开关
ATC : 刀库手动分度开关
APC : APC 手动分度开关
[ 代码]
1 : 模式选择器开关无信号输入.
2 : 模式选择器开关没有两个或更多信号输入.
11: 监视器人工操作开关没有信号输入
12: 没有在人工操作开关输入2 个或以上的信号.
21: 夹具夹紧切换开关
无信号输入.
22: 夹具夹紧切换开关
没有两个或更多信号输入.
31: 卡盘类型选择器开关
无信号输入.
32: 卡盘类型选择器开关
输入2 个或以上的信号.
41: 区域传感器复位值选择器开关
无信号输入.
42: 区域传感器复位值选择器开关
有两个信号输入.
51: 外部NC 起始值选择器开关
无信号输入.
52: 外部NC 起始值选择器开关
有两个信号输入.
1750 主轴头润滑返回电机
主轴头润滑返回泵电机过载中继启动.
[ 索引]
无
[ 字符串]
无
[ 代码]
无
1751 主轴头润滑位
主轴头齿轮箱内的浮动开关检测润滑油溢出.
[ 索引]
无
[ 字符串]
无
[ 代码]
无
1752 主轴头润滑油压力低
润滑油没有恰当的供应给主轴头.
主轴头或组合单元内的压力开关关闭润滑油供应正常信号或接通
润滑油.
供应错误信号.
[ 索引]
无
[ 字符串]
无
[ 代码]
无
1753 主轴气幕压力低
当主轴气幕电磁阀接通时, 气压确认信号关闭.
[ 索引]
无
[ 字符串]
无
[ 代码]
无
1754 感应同步动力单元
X-/Y-/Z- 轴感应同步动力单元内发生报警.
[ 索引]
无
[ 字符串]
无
[ 代码]
无
1755 主轴润滑油位低
主轴润滑油位为低.
安装在床身后的液压单元( 组合单元) 未能发出冷却液位正常信号.
[ 索引]
无
[ 字符串]
无
[ 代码]
无
[ 采取的措施]
供应主轴冷却液.
1756 就位异常
在具有工件就位条件监视功能的机床, 在对就位条件不间断监视期间,
就位条件确认信号输入保持关闭0.5 秒以上.
[ 字符串]
BP : 基板
[ 代码]
1 : 当主轴运行时, 就位条件确认信号关闭.
2 : 托架就位条件切削传感器比预设参数关闭时间长.
1757 刀具夹紧单元故障
刀具夹紧单元正常信号未接通.
[ 索引]
无
[ 字符串]
无
[ 代码]
无
1758 安全监视器特殊故障
安全速度监视器检测到一个异常.
[ 索引]
无
[ 字符串]
无
[ 代码]
无
1759 次序再启动
在重新开始搜索或内部操作时, 主轴旋转或定位指令发出.
[ 索引]
无
[ 字符串]
无
[ 代码]
1: 在次序再启动时, 主轴旋转指令发出.
2: 在次序再启动完成时, 主轴旋转指令发出.
3: 在内部操作时, 主轴旋转指令发出.
4: 在内部操作停止时, 主轴旋转指令发出.
5: 在次序再启动时, 主轴定位指令发出.
6: 在次序再启动完成时, 主轴定位指令发出.
7: 在内部操作时, 主轴定位指令发出.
8: 在内部操作停止时, 主轴定位指令发出.
1760 用户保留代码
NC 检测到自定义PLC 控制异常
并发生此报警。
[ 索引]
无
[ 字符串]
无
[ 代码]
将显示为自定义PLC 控制
设定的代码。
1761 轴移动禁止
轴移动被禁止.
[ 索引]
无
[ 字符串]
无
[ 代码]
1: 当轴不是M/C 侧时, 轴移动指令发出.
1762 液压平衡器的压力低
Z 轴平衡器的压力下降。
[ 索引]
轴
[ 字符串]
无
[ 代码]
无
1763 液压单元
液压单元故障.
[ 索引]
无
[ 字符串]
无
[ 代码]
1: 液压单元正常信号关闭3 秒或以上.
2: 卡盘液压油流量检
测信号大约在检查
时关闭。
100: 油压正常信号关闭1 秒。
[ 可能的故障位置]
1: 液压单元
1764 预载入液压电机超载
保护预载入液压泵电机的过载中继故障.
[ 索引]
无
[ 字符串]
无
[ 代码]
无:预载入液压电机已接通,
但电机接通确认信号
未在其后的1 秒内接通。
1:预载入液压电机接通确认信号
保持关闭1 秒以上。
1765 预载入液压单元故障
预载入液压单元故障.
[ 索引]
无
[ 字符串]
无
[ 代码]
无:预载入液压单元已接通,
但压力确认信号
未在其后的15 秒内
接通。
1:预载入液压单元压力接通
确认信号保持关闭
3 秒以上。
2:预载入液压单元压力接通
确认信号未关闭。
3:低速预载入切换
操作完成后,推力
预载入确认PS 保持
关闭1 秒以上。
4:未在参数设定时间内
完成低速预载入
切换操作。
5:未在参数设定时间内
完成高速预载入
切换操作。
6:在高压预载入时,低压
接通确认信号
未接通。
7:在高压预载入时,高压
接通确认信号
未接通。
8:在低压预载入时,高压
接通确认信号
未关闭。
9:在低压预载入时,低压
接通确认信号
未接通。
1766 附件控制
在安装或移除附件或是之后的锁定或
解锁附件的特定操作期间,电源开关关闭和打开.
[ 索引]
无
[ 字符串]
无
[ 代码]
2:C- 轴附件
[ 采取的措施]
通过特定操作使用主轴PH 馈送锁定或解锁附件.
1767 液压过滤器阻塞
液压箱内的过滤器被阻塞.
[ 索引]
无
[ 字符串]
无
[ 代码]
无
1768 按钮状态非法
[ 索引]
无
[ 字符串]
无
[ 代码]
1: 附加操作盘:ENABLING 按钮输入失调0.5 秒.
2: 脉冲手柄:ENABLING 按钮输入失调0.5 秒.
1769 气压高
气压增加.
[ 索引]
无
[ 字符串]
无
[ 代码]
1: 气压监视器信号关闭.
1770 机件滑程检测 NG
机件滑程被检测.
[ 索引]
无
[ 字符串]
-NG = ” 传感器-NG” 信号接通.
+NG = ” 传感器+NG” 信号接通.
-X = 沿X 轴显示传感器
“-NG.”
+X = 沿X 轴显示传感器
“+NG.”
-Y = 沿Y 轴显示传感器
“-NG.”
+Y = 沿Y 轴显示传感器
“+NG.”
[ 代码]
传感器号.
1771 变频器警报已探测
变频器警报已探测.
[ 索引]
轴
[ 字符串]
无
[ 代码]
1: 变频器异常输入信号关闭
2: 变频器过载输入信号关闭
3: 电机过载信号关闭
1772 轴控制器警报已探测
轴控制器警报已探测.
[ 索引]
轴
[ 字符串]
无
[ 代码]
1:CPU 正常输入信号关闭.
2: 主轴正常输入信号关闭.
3: 主轴温度正常输入信号关闭.
4: 气压正常输入信号关闭.
5: 磁体关闭时,切割命令已执行.
1773 环境温度限制
环境温度限制.
[ 索引]
轴
[ 字符串]
无
[ 代码]
1: 当主轴运行时,环境温度受限制.
1774 Act. 位置不在运行的位置.
实际位置并不在操作位置,超过代码所指出的位置.
[ 索引]
轴
[ 字符串]
无
[ 代码]
1: 夹具区
1775 冷却液较高水平
冷却液水平高于较高极限.
[ 索引]
无
[ 字符串]
无
[ 代码]
1: 主箱的冷却液水平正常( 较高极限)
信号保持关闭达3 秒以上.
1776 环境温度改变
在主轴旋转期间的环境温度
与主轴旋转命令发布时有较大不同( 超过
摄氏10 度).
[ 索引]
轴
[ 字符串]
无
[ 代码]
**: 主轴旋转命令发出时的温度.
1777 主轴气压低
主轴气压下降.
[ 索引]
轴
[ 字符串]
无
[ 代码]
1: 主轴气压确认信号关闭.
1778 电源线设备不正常
连接内置AT 的电源线设备不正常.
[ 索引]
轴
[ 字符串]
无
[ 代码]
1: 缠绕线拉力正常信号关闭.
2: 缠绕线切断检测信号
关闭.
11: 指令和当前排线电机位置不同,超出允许限度.
1779 切削主轴旋转联锁
在切削主轴旋转时,切削主轴
旋转条件保持关闭0.5 秒
或更长时间。
[ 索引]
无
[ 字符串]
无
[ 可能的故障位置]
1) 变成无法机械地旋转的
状况。
2) 限位开关的故障导致主轴旋转
1780 切削主轴超速
当前的切削主轴速度已超出绕组
设定的最高速度125%。
[ 索引]
无
[ 字符串]
无
[ 代码]
无
[ 可能的故障位置]
1) 切削主轴VAC 数据文件
2) 切削主轴VAC 驱动单元
3) 切削主轴脉冲发生器
1781 轴过热
轴过热继电器断开。
[ 索引]
轴
[ 字符串]
无
[ 代码]
无
[ 可能的故障位置]
1) 在过载条件下切削。
2) 电机负载高是由于导轨润滑
不充分。
3) 轴驱动电机故障。
[ 采取的措施]
切断电源冷却电机。
1782 紧急停止
按下紧急停止按钮。
[ 索引]
无
[ 字符串]
无
[ 代码]
无
[ 采取的措施]
排除导致按下紧急停止按钮的故障后复位,
然后按下CONTROL ON
按钮。
1783 测量单元异常
测量单元异常
[ 索引]
无
[ 字符串]
无
[ 代码]
1:超程信号X+ 轴关闭。
2:超程信号X- 轴关闭。
3:超程信号Y+ 轴关闭。
4:超程信号Y- 轴关闭。
5:超程信号Z 轴关闭。
1784 切削主轴绕组错误
切削主轴绕组错误。
[ 索引]
无
[ 字符串]
无
[ 代码]
1:发出低速绕组
指令时,低速
绕组确认信号
保持关闭0.5 秒以上。
2:发出低速绕组
指令时,高速
绕组确认信号
保持接通0.5 秒以上。
3:发出高速绕组
指令时,高速
绕组确认信号
保持关闭0.5 秒以上。
4:发出高速绕组
指令时,低速
绕组确认信号
保持接通0.5 秒以上。
1785 切削主轴绕组切换超时
切削主轴中的绕组切换
未在固定时间内
完成。
[ 索引]
无
[ 字符串]
无
[ 代码]
1:绕组切换或
切削主轴模式切换前,
切削主轴
未变为伺服关闭。
2:绕组切换或,
切削主轴模式切换后,
切削主轴
未变为伺服接通。
3:发出低速绕组
指令时,
切削主轴参数级号
不变。
4:发出高速绕组
指令时,
切削主轴参数级号
不变。
5:发出低速绕组指令时,
高速绕组
确认信号未
关闭。
6:发出高速绕组指令时,
低速绕组
确认信号未
关闭。
7:发出低速绕组指令时,
低速绕组
确认信号未
接通。
8:发出高速绕组指令时,
高速绕组
确认信号未
接通。
9:发出切削主轴更换指令时,
C 轴夹紧
确认信号未
关闭。
10:发出切削主轴更换指令时,
C 轴松开
确认信号未
接通。
11:发出C 轴更换指令时,
C 轴松开
确认信号未
关闭。
12:发出C 轴更换指令时,
C 轴夹紧确认
信号未接通。
1786 火灾报警
发生火灾。
[ 索引]
无
[ 字符串]
无
[ 代码]
1:火灾报警信号关闭。
2:火灾报警信号接通。
[ 采取的措施]
1:火灾报警信号说明
可检查自动灭火单元
的操作手册。
1788 主轴头返回润滑单元
主轴头返回润滑单元
故障。
[ 索引]
无
[ 字符串]
无
[ 代码]
1:输出主轴头返回润滑泵
接通信号时,
主轴头返回润滑泵接通信号
关闭。
2:输出主轴头返回润滑泵
接通信号时,
主轴头返回润滑压力开关保持关闭
3 秒以上。
[ 可能的故障位置]
1) 返回润滑泵故障。
2) 压力开关故障。
3) 返回润滑配管故障。
1789 夹具状态异常
夹具状态异常。
[ 索引]
无
[ 字符串]
无
[ 代码]
1:夹具状态异常信号接通。
1790 主轴冷却单元异常
主轴冷却单元
故障。
[ 索引]
无
[ 字符串]
无
[ 代码]
1:在滑枕冷却单元信号接通且主轴
运行时,操作信号
保持关闭
3 秒以上。
2:在滑枕冷却单元信号接通时,
油位正常信号
保持关闭
3 秒以上。
3:主轴旋转时,主轴头冷却单元正常
信号关闭超过恒定
时间。
4:旋转接头故障信号
关闭超过固定
时间。
5:主轴旋转时,主轴头冷却返回油泵电机
确认信号关闭超过
恒定时间。
6:主轴旋转时,主轴冷却单元2
正常信号关闭超过
固定时间。
1791 自动灭火单元故障
自动灭火单元故障
[ 索引]
无
[ 字符串]
无
[ 代码]
1:电源故障呼叫信号
关闭。
2:报警呼叫1 信号关闭。
3:报警呼叫2 信号关闭。
[ 采取的措施]
1:电源故障呼叫信号
说明可检查自动灭火单元
的操作手册。
2:报警呼叫1 信号
说明可检查自动灭火单元
的操作手册。
3:报警呼叫2 信号说明
可检查自动灭火单元
的操作手册。
1792 冷却单元
冷却单元故障
[ 索引]
无
[ 字符串]
无
[ 代码]
1:由于X/Y 轴冷却单元运行信号关闭1 秒,
因此, 1 秒后
显示
报警B。
2:由于X/Y 轴冷却单元油位正常信号关闭3 秒,
因此, 1 秒后
显示
报警B。
3:由于X/Y 轴冷却单元供油正常信号关闭3 秒,
因此, 1 秒后
显示
报警B。
4:由于滑枕冷却单元正常信号关闭1 秒,
因此, 1 秒后
显示
报警B。
5:由于滑枕冷却单元正常信号关闭3 秒,
因此, 1 秒后
显示
报警B。
6:A 轴旋转时,
A 轴冷却单元正常信号在固定时间内
关闭。
7:A2 轴旋转时,
A2 轴冷却单元正常信号在固定时间内
关闭。
8:主轴和C 轴冷却单元油位
正常信号关闭3
秒以上。
1793 轴制动单元故障
轴制动单元故障。
[ 索引]
轴
[ 字符串]
无
[ 代码]
1:X 轴制动打开电磁阀
打开后, X 轴制动压力
确认信号在固定时间内
关闭。
2:Y 轴制动打开电磁阀
打开后, Y 轴制动压力
确认信号在固定时间内
关闭。
3:在X 轴制动打开状态下,
X 轴制动压力确认信号在固定
时间内关闭。
4:在Y 轴制动打开状态下,
Y 轴制动压力确认信号在固定
时间内关闭。
5:X 轴制动打开电磁阀
关闭后, X 轴制动压力
确认信号在固定时间
接通。
6:Y 轴制动打开电磁阀
关闭后, Y 轴制动压力
确认信号在固定时间
接通。
1794 过载检测
通用过载信号
在固定时间内关闭。
[ 索引]
无
[ 字符串]
通用过载检测监视器上
设定的字符串。
[ 代码]
1:通用过载信号1
在固定时间内关闭。
2:通用过载信号2
在固定时间内关闭。
3:通用过载信号3
在固定时间内关闭。
4:通用过载信号4
在固定时间内关闭。
5:通用过载信号5
在固定时间内关闭。
6:通用过载信号6
在固定时间内关闭。
7:通用过载信号7
在固定时间内关闭。
8:通用过载信号8
在固定时间内关闭。
1795 主轴冷却排放过滤器阻塞
主轴冷却单元排放过滤器阻塞。
[ 索引]
无
[ 字符串]
无
[ 代码]
无
1796 安全控制器故障
安全控制器故障。
[ 索引]
无
[ 字符串]
无或以下字符串。
‘B’:B 轴
‘C’:C 轴
‘SB’:SB 轴
[ 代码]
1:紧急停止输入1 故障检测。
2:紧急停止输入2 故障检测。
3:紧急停止输入3 故障检测。
4:紧急停止输入4 故障检测。
5:紧急停止输入5 故障检测。
6:紧急停止输入6 故障检测。
7:紧急停止输入7 故障检测。
8:紧急停止输入8 故障检测。
9:紧急停止输入9 故障检测。
10:外部单元操作门输出
故障检测。
11:外部单元刀库门输出
故障检测。
12:外部单元APC 工位门输出
故障检测。
13:启动按钮输入故障检测。
14:模式选择开关输入故障检测。
15:伺服链接接口信号
不一致。
16:轴更换规格中,发出速度
监视参数更改指令后,即使
超过固定时间,也
未完成加工。
17:操作门的安全橡胶开关
输入信号不一致。
18:APC 门的安全橡胶开关
输入信号不一致。
19:悬臂旋转范围确认
输入信号不一致。
20:进梯口栅栏杆确认
输入信号不一致。
21:吊机安全栅栏关闭确认
输入信号不一致。
22:机械手/ 载入器安全栅栏
关闭确认输入信号不一致。
23:MG 前部的操作门关闭
确认输入信号不一致。
24:即使经过固定时间,
仍未接收到安装请求。
25:即使经过固定时间,
仍未完成安装处理。
26:即使经过固定时间,
仍未接收到拆卸请求。
27:即使经过固定时间,
仍未完成拆卸处理。
28:来自PLC 的传送输入信号
在固定时间内
处于异常状态。
29:紧急停止输入(安全中继器)
故障检测。
30:APC 区域传感器遮挡
输入信号不一致。
31:APC 区域传感器复位开关
输入信号不一致。
32:APC 区域传感器复位
输出信号不一致。
33:1 号刀库门
输入信号不一致。
34:操作门区域传感器遮挡
输入信号不一致。
35:操作门区域传感器复位开关
输入信号不一致。
36:操作门区域传感器复位
输出信号不一致。
1797 真空泵报警
真空泵报警。
[ 索引]
无
[ 字符串]
无
[ 代码]
1:真空泵接通时,
真空泵接通确认信号关闭超过
固定时间。
1798 真空夹紧压力开关报警
真空夹紧压力开关报警。
[ 索引]
无
[ 字符串]
无
[ 代码]
1:真空卡盘未在固定时间内
夹紧。
2:真空卡盘未在固定时间内
松开。
1806 主轴互锁
主轴旋转期间,主轴互锁打开。
[ 索引]
无
[ 字符串]
无
[ 代码]
1807 附件连接错误
附件连接错误。
[ 索引]
无
[ 字符串]
无
[ 代码]
1:即使经过固定时间,
仍未完成SB 轴的连接处理。
2:即使经过固定时间,
仍未完成SB 轴的断开处理。
3:即使经过固定时间,
仍未完成NC-BC 附件轴的
连接处理。
4:即使经过固定时间,
仍未完成NC-BC 附件轴的
断开处理。
5:内置附件连接请求
输入/ 输出信号不一致。
6:第1 个内置附件
输入/ 输出信号不一致。
7:第2 个内置附件
输入/ 输出信号不一致。
8:第3 个内置附件
输入/ 输出信号不一致。
9:NC-BC 附件连接请求
输入/ 输出信号不一致。
1808 Air turbine SP alarm
空气涡轮机主轴故障
[ 索引]
无
[ 字符串]
无
[ 代码]
1 : 在空气涡轮机主轴输出信号
接通后的指定时间内,
空气涡轮机主轴停止确认信号
未关闭。
2 : 在空气涡轮机主轴输出信号
关闭后的指定时间内,
空气涡轮机主轴停止确认信号
未接通。
1809 Failure of contact was detected
检测到接触故障。
[ 索引]
无
[ 字符串]
无
[ 代码]
1 : 当接触式传感器行程极限无效
输出信号接通时,损坏检测
输入信号的接通时间超出了
固定时间。
2 : 当接触式传感器行程极限无效
输出信号关闭时,损坏检测
输入信号的关闭时间超出了
固定时间。
3 : 当紧急停止打开时,
紧急停止输入信号的关闭时间
超出了固定时间。
4 : 当紧急停止解除权限输出
信号接通时,紧急停止解除
权限输入信号在固定时间内
关闭。
5 : 当紧急停止解除权限输出
信号关闭时,紧急停止解除
权限输入信号在固定时间内
接通。
6 : 当刮削滚刀切削输出信号
接通时,刮削滚刀切削确认
输入信号在固定时间内
关闭。
7 : 当刮削滚刀切削输出信号
关闭时,刮削滚刀切削确认
输入信号在固定时间内
接通。
8 : 发出火灾报警后,紧急停止
在固定时间内关闭。
[ 采取的措施]
3 : 重新打开电源。
1810 Spindle speed error
主轴速度发生故障。
[ 索引]
无
[ 字符串]
无
[ 代码]
1 : 主轴速度超出了参数
设置值。
[ 可能的故障位置]
1 : 主轴皮带未正常工作。
[ 采取的措施]
1 : 检查主轴皮带。
调整参数。
1811 Rotary dresser unusual
滚轮打磨工具异常
[ 索引]
无
[ 字符串]
无
[ 代码]
1 : 在滚轮打磨工具运行时,检测到
变频器报警。
1812 Operation prohibition state
进入禁止操作状态。
[ 索引]
无
[ 字符串]
无
[ 代码]
1 : 在NC 运行期间,设置模式开关
接通。
2 : 在主轴旋转期间,设置模式开关
接通。
3 : 在轴移动期间,设置模式开关
接通。
1813 Hydraulic unit unusual
液压单元中发生故障。
[ 索引]
无
[ 字符串]
无
[ 代码]
1 :MC 液压单元变频器异常。
2 : 夹具液压单元变频器异常。